APA
ISO 690-2
Harvard
Haga clic en un formato de citación
Optimization of Machining Parameters for Product Quality and Productivity in Turning Process of Aluminum*
Optimización de los parámetros de mecanizado para la calidad del producto y productividad del proceso de torneado de aluminio
Sepideh Abolghasem, Nicolás Mancilla-Cubides
Optimization of Machining Parameters for Product Quality and Productivity in Turning Process of Aluminum*
Ingeniería y Universidad, vol. 26, 2022
Pontificia Universidad Javeriana
Sepideh Abolghasem a ag.sepideh10@uniandes.edu.co
Universidad de los Andes, Colombia
Nicolás Mancilla-Cubides
Universidad de los Andes, Colombia
Received: 08 november 2019
Accepted: 29 january 2021
Published: 04 April 2022
Abstract: Modern production process is accompanied with new challenges in reducing the environmental impacts related to machining processes. The turning process is a manufacturing process widely used with numerous applications for creating engineering components. Accordingly, many studies have been conducted in order to optimize the machining parameters and facilitate the decision-making process. This work aims to optimize the quality of the machined products (surface finish) and the productivity rate of the turning manufacturing process. To do so, we use Aluminum as the material test to perform the turning process with cutting speed, feed rate, depth of cut, and nose radius of the cutting tool as our design factors. Product quality is quantified using surface roughness (R_a) and the productivity rate based on material removal rate (MRR). We develop a predictive and optimization model by coupling Artificial Neural Networks (ANN) and the Particle Swarm Optimization (PSO) multi-function optimization technique, as an alternative to predict the model response (R_a) first and then search for the optimal value of turning parameters to minimize the surface roughness (R_a) and maximize the material removal rate (MRR). The results obtained by the proposed models indicate good match between the predicted and experimental values proving that the proposed ANN model is capable to predict the surface roughness accurately. The optimization model PSO has provided a Pareto Front for the optimal solution determining the best machining parameters for minimum R_a and maximum MRR. The results from this study offer application in the real industry where the selection of optimal machining parameters helps to manage two conflicting objectives, which eventually facilitate the decision-making process of machined products
Keywords:multi-objective optimization, artificial neural networks, turning process, surface roughness.
Resumen: La producción moderna afronta desafíos en la reducción del impacto ambiental relacionado con los procesos de mecanizado y, particularmente, el proceso de torneado utilizado en la creación de componentes de ingeniería. Debido a esto, se han realizado numerosos estudios en el tema, buscando mejorar y facilitar el proceso de toma de decisiones. El objetivo del presente trabajo es optimizar la calidad de los productos mecanizados y el índice de productividad del proceso de torneado. Para esto, realizamos un estudio donde el Aluminio fue el material de prueba y, la velocidad de corte, velocidad de avance, profundidad de corte y radio de punta de la herramienta fueron los factores de diseño. La calidad del producto fue medida mediante la rugosidad superficial (R_a) del material y la tasa de productividad según la tasa de remoción (MRR). Con dicha información desarrollamos un modelo predictivo y de optimización, mediante redes neuronales artificiales (ANN) y la técnica optimización multiobjetivo del Enjambre de partículas (PSO), para predecir la respuesta del modelo (R_a) primero y luego buscar el valor óptimo de los parámetros. Esto, buscando minimizar la R_a y maximizar la MRR. Los resultados obtenidos mostraron concordancia entre los valores predichos y experimentales, validando que el modelo de ANN es capaz de predecir la R_a con precisión. Además, el modelo de optimización PSO ha proporcionado un Frente de Pareto para la solución óptima que determina los parámetros de mecanizado que generan un R_a mínimo y MRR máximo. Los resultados de este estudio ofrecen aplicación en la industria real, donde la selección de los parámetros de mecanizado óptimos contribuye con la gestión de los objetivos en conflicto, facilitando la toma de decisiones en los procesos de los productos mecanizados.
Palabras clave: optimización multi-objetivo, redes neuronales artificiales, torneado, rugosidad superficial.
Introduction and Background
Manufacturing is one of the main wealth-generating actions as it involves the conversion of materials into end products [1]. According to the studies relevant to the machine tools used in turning and milling processes, more than 99% of the environmental impacts related to these manufacturing processes are due to their usage of electrical energy [2]. The most important objectives for manufacturing companies are majorly centered on the costs, time, environmental impacts, and quality. Consequently, it is vital to efficiently select the machining parameters that lead to cost savings and environmental friendliness [3].
In this context, since manufacturing is a globalized and highly competitive industry, it is essential to increase productivity (reducing machining time) and, simultaneously, the quality of products. However, due to the characteristics of both the work and tools used, choosing the right parameter combination for the different properties of the materials used is a daily challenge. For this reason, a major challenge in metal cutting manufacturing processes is to minimize the manufacturing time and simultaneously maximize the quality or the enhanced material properties of the engineering components.
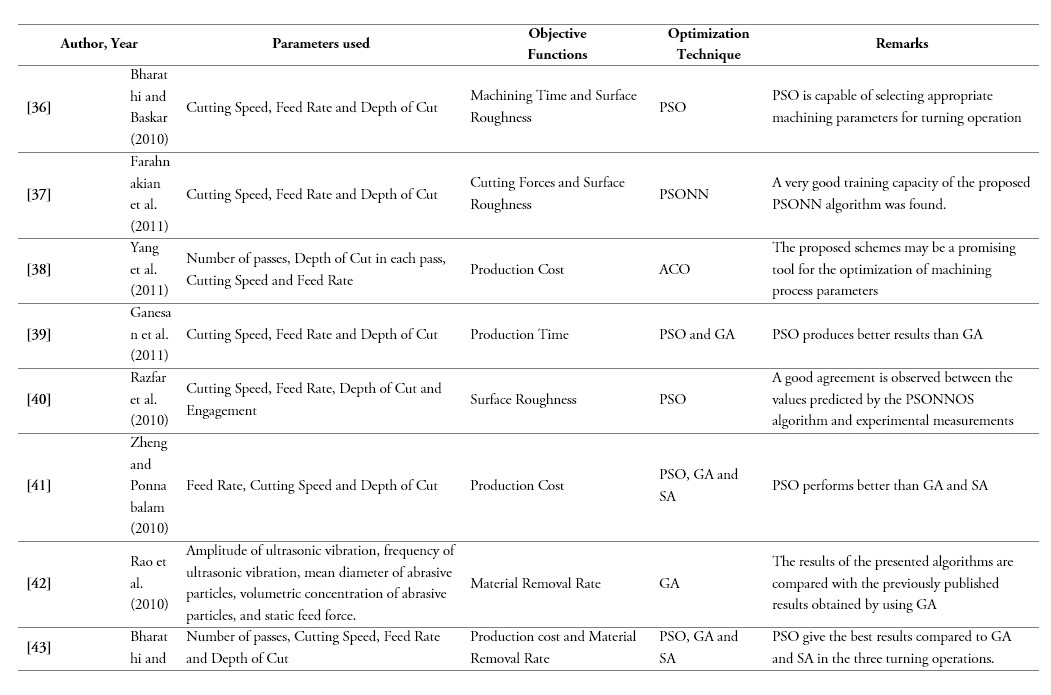
Surface Roughness (𝑅𝑎) and Material Removal Rate (MRR) are commonly used as adequate indicators for determining the quality of the surface finish in the final product and the production efficiency in machining processes, respectively. The Literature includes extensive researches on the selection of various objectives in machining aiming for the optimization of machining parameters to achieve the optimal outcomes. As shown in Table 1, the objective functions selected in machining processes are mainly focused on the four central aims of cost, time, quality, and environmental impacts. Product quality is commonly taken into account by the surface roughness and the cutting tool wear, machining time (productivity rate) by material removal rate, environmental impacts by the cutting force and power consumption, and the cost of machining is fundamentally affected by all of the aforementioned objectives. It is notable that these objectives are often in conflict with one another. In order to accomplish these objectives, as listed in Table 1, various machining parameters are considered such as the cutting speed, the depth of cut, and the feed rate, among others. The reason why these three variables are included in most of the models is that they are proved to have a direct influence on the outcomes of the process such as the 𝑅𝑎, MRR, cutting force, energy, and power consumption. Additionally, the last column in Table 1 highlights the main contribution of the analysis on this topic. It is notable that in most of these studies, the approach includes two main stages: i) modelling in order to relate the parameters of machining to the objective functions, and ii) performing a multi-objective optimization technique that aims to obtain the range of optimal solutions.
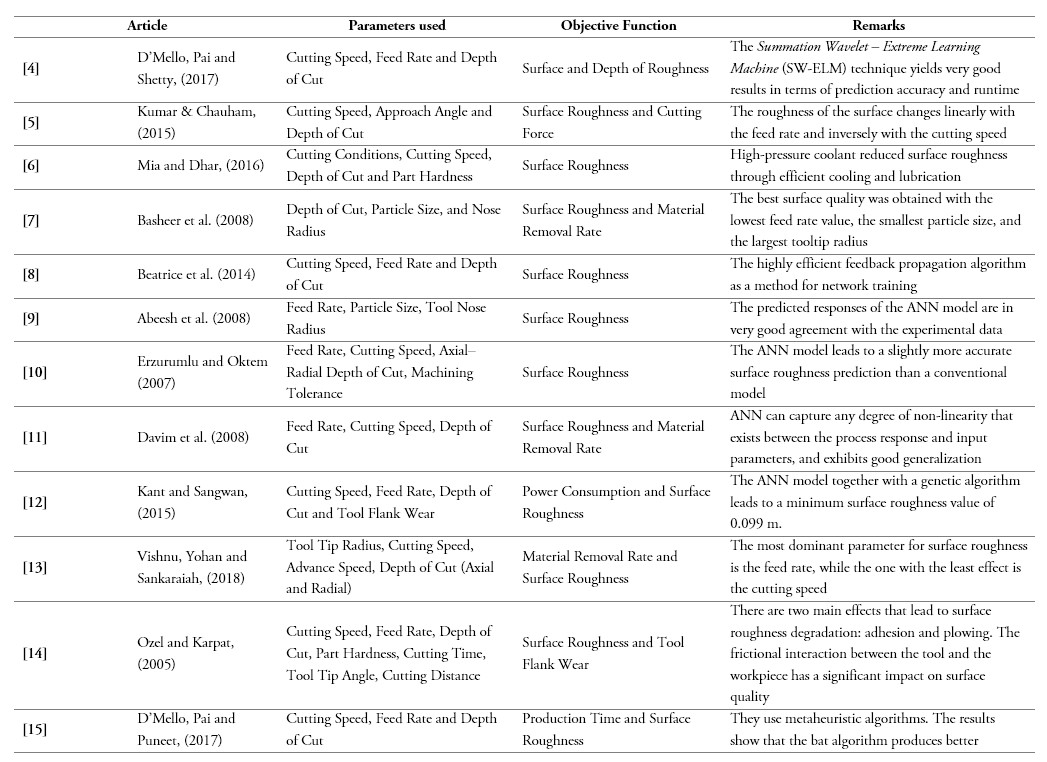
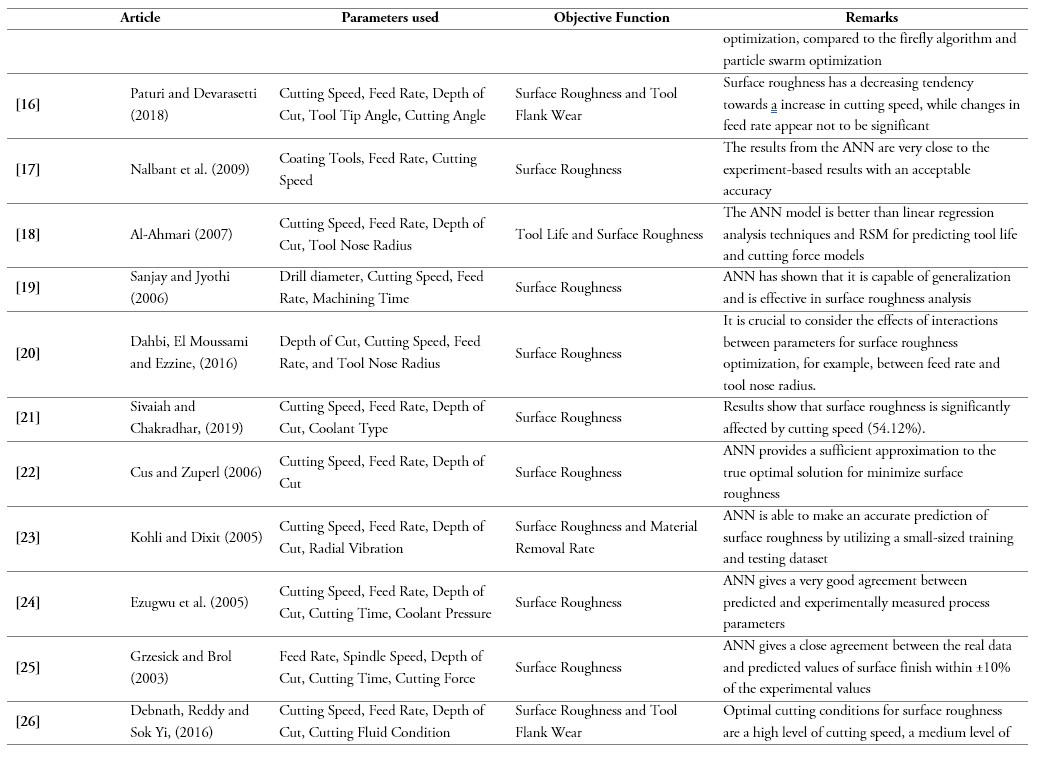
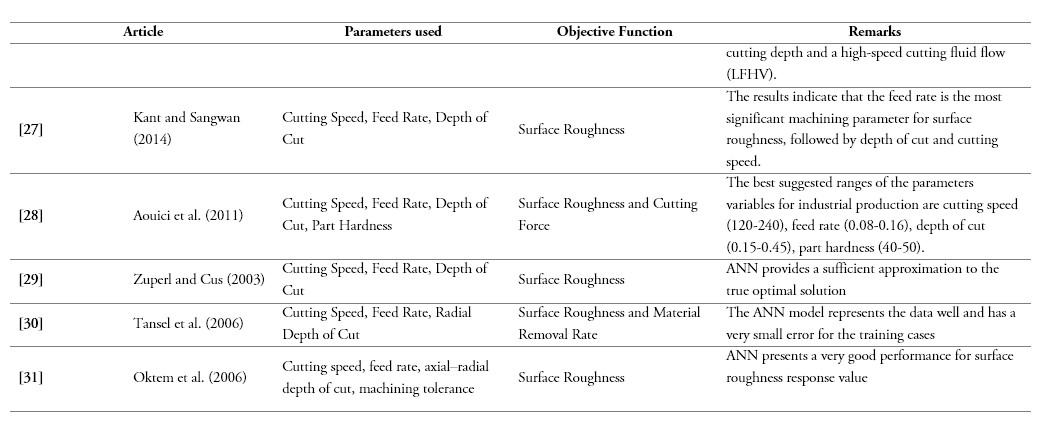
The modeling techniques for the prediction of the indicators (stage i) can be categorized as experimental models, analytical models, and artificial intelligence models. The most commonly used approaches are statistical regressions, genetic algorithms (GA), and artificial neural networks (ANNs). Statistical regressions are useful techniques for modeling and calculating the effect that variables and their interactions have on a response. However, they have the limitation of only being able to accurately describe linear relationships [5]. On the other hand, GAs are a series of organized steps that describe the process to be followed for an evolving population from which the best one will be chosen, according to some criteria [13]. However, the evaluation of GAs compared to ANNs on highly complex problems can become too expensive in terms of time and resources. Also, there might be cases where depending on the parameters used, the algorithm may not converge on an optimal solution or end in premature convergence with unsatisfactory results. For this reason ANNs have recently become the preferred model by most researchers looking to develop a model that establishes optimal machining conditions [32]-[35]. On the other hand, ANNs are extensively used for modeling the machining processes because of their efficiency to establish optimal conditions [8]-[10], [13]-[15], [26]-[31]. Among the different studies shown in Table 1 that used this technique to model the machining process, it was found that the accuracy of ANN models usually falls between 95% and 99%. This table shows the variables that were taken into account for the work, the applied objective functions, and some findings of the studies.
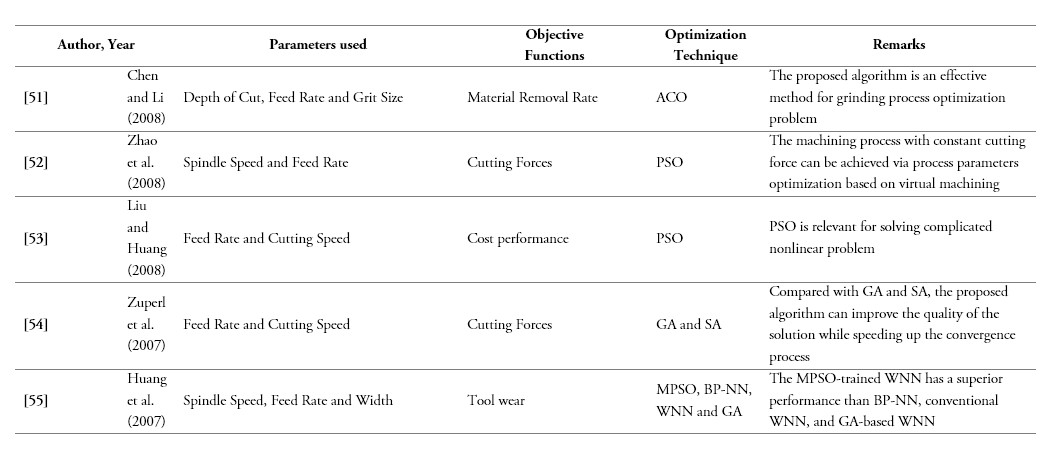
Once the objectives are modeled as functions of the machining parameters (stage i), the procedure can be complemented by implementing a multi-objective optimization technique aiming for the optimal solution. Table 2 enumerates the previous studies on implementing different techniques in the optimization of machining processes. These studies have used evolutionary and metaheuristic techniques such as Particle Swarm Optimization (PSO) [36], [45], [49], Genetic Algorithm (GA) [39], [42], [55]-[58], Simulated Annealing (SA) [41], [43], [54] and Ant Colony Optimization (ACO) [38], [48], [51] in order to conclude about the appropriate selection of the cutting parameters in the nonlinear and multidimensional problems of the cutting process. All of those models are techniques inspired by nature and solve problems through processes that emulate the behaviors of living organisms. For example, ACO is a probabilistic technique to solve computational problems that can be reduced to finding good paths through graphs while SA is an optimization method that mimics the slow cooling of metals, which is characterized by a progressive reduction in the atomic movements that reduce the density of lattice defects until a lowest-energy state is reached. Our of these techniques, PSO has comparably yielded better results [36], [39], [41], [43], [55]. Hence in this work we are going to use those techniques for our application.
Another reason that supports the selection of the PSO method for this study over, for example, ACO is that the second one is more likely to be trapped in a local optimum. This behavior occurs because the structure of ACO tends to search the shortest road and the ‘ants’ tend to follow the same path, while the PSO particles follow different paths and make their decisions based on both their own and collective learning. In PSO, this individual and collective learning is the key for improving the interactions between the individuals of the population as well as the progress of the solution, since the particles retain the knowledge of the best solutions found.

The PSO algorithm was originally developed by Kennedy and Eberhart [38] to solve continuous optimization problems [57]. In this model, the swarm is composed of volume-less particles with stochastic velocities, each of which represents a feasible solution. Then, the algorithm moves through all particles evaluating the objective functions until it finds the optimum in the solution space. The advantages of PSO are that it requires uncomplicated mathematical operators; therefore, it is computationally economical in terms of both memory requirements and speed according to Yusup [58]. Another advantage of PSO, as discussed in Karpat & Özel [59] is that the information sharing mechanism among the particles in PSO is significantly different from the chromosomes in GAs. In GAs, the entire group moves toward an optimal solution area, while in PSO only the global best or local best solution is reported to the other particles in a swarm. Therefore, evolution only looks for the best solution and the swarm tends to converge to the best solution quickly and efficiently.
Taking all these facts as a whole, it is clear that a lot of research has been done and some prediction models have been developed to minimize 𝑅𝑎 in machining processes. However, most of these models only take into account three cutting parameters, which are almost always cutting speed, depth of cut, and feed rate. One of the machining parameters that drastically affects the part quality is the cutting tool condition. The cutting tool condition is usually taken into account by the tool edge and nose radius, which deteriorates with the machining time and usage. However, tool nose radius is more influential in the turning process and —as in this work we are using the turning manufacturing process as our experimental methodology— tool nose radius is considered as one of our decision variables of the process. In addition, most of those studies focus on predicting 𝑅𝑎 and MRR values based on established conditions but they do not pay attention to the development of models that suggest optimal cutting conditions according to the restrictions of the problem. Therefore, we consider herein the cutting velocity, feed rate, depth of cut, and tool nose radius as our parameters for decision
We will use the turning machining process for data collection and develop/train an artificial neural network for the prediction of 𝑅𝑎 in machining processes, in which the cutting speed, depth of cut, feed rate, and nose radius are taken into account as the decision variables of the process. Next, the multi-objective optimization model PSO will be implemented in order to find the cutting conditions that minimize 𝑅𝑎 and simultaneously maximize MRR. This study seeks to achieve a better approximation to the multiple challenges faced by the manufacturing industry and to obtain more accurate and useful results when it comes to turning processes.
Methodology
The turning manufacturing process is performed on Aluminum. A full factorial design of experiments was executed to collect the data. Using these data, a predictive ANN model was developed in order to relate the machining parameters to the response variable (𝑅𝑎) of the turning process. Next, we formulated a multi-objective optimization model that would help in calculating the optimal cutting parameters for maximizing MMR and minimizing 𝑅𝑎.
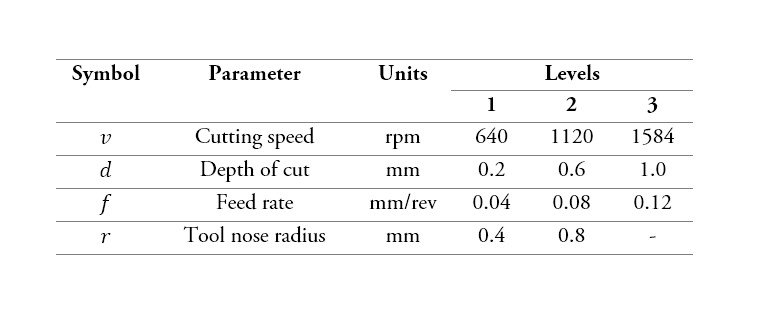
A conventional lathe machine was used to perform the turning manufacturing process, which is one of the most common machining process (Figure 1). The design factors are the cutting parameters, i.e., cutting speed, depth of cut, feed rate, and the cutting tool nose radius (4 factors), each at three levels except for the nose radius that was taken at two levels (Table 3). Such factors and their levels result in a 2×3^3 factorial design that was replicated five times.

Material and Experimental Technique
The material used for the study was Aluminum Alloy 6063 (AA 6063), which was fully annealed by heat treatment in order to homogenize the material properties. To do this, the material was subjected to an average temperature of 415℃ for one hour. The samples were 2-inch diameter Aluminum bars (Figure 2). Different cuts were on them made in order to reach a cutting length of 10 mm for all the samples. We selected AA 6063 to perform the experiments due to the extensive application of this material in the industry because of its properties such as lightness, good resistance-to-weight ratio, and high electrical and thermal conductance. Changing the factor levels according to Table 3, the factor treatment combinations resulted in 24 sample conditions repeated five times. The cutting tools used were VBGT160404-AK and VBGT160408-AK (Figure 3). The samples were then examined in order to measure the surface roughness. The surface roughness 𝑅𝑎 of the samples was measured using a rough meter model Mitutoyo on the surface as shown in Figure 4. This device gives the arithmetic value of the roughness of the mean surface (μm) of the machined surface based on ISO 4287-1997 standards (the unit of measurement is μm).



Data Collection
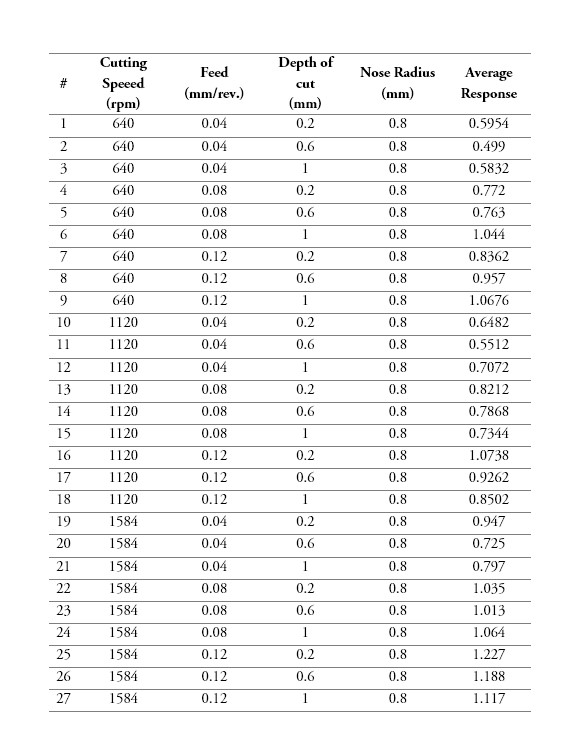
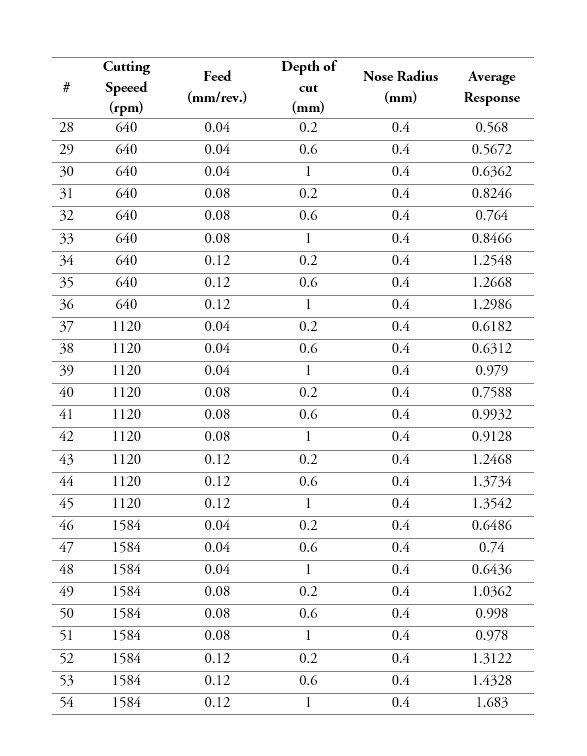
As explained before, a complete factorial design was used to obtain the data using different combinations of the design factors cutting speed, depth of cut, and feed rate at three levels and the tool nose radius at two levels. Each treatment was replicated five times in order to account for the variability in the process. The levels are described in Table 3. The experimental values are listed in Table A1, in the Appendix. The values in this table are the averages of the five replications for each treatment combination of the considered design factors.
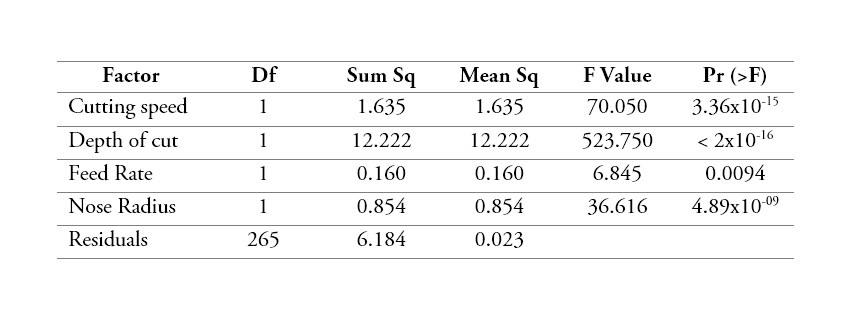
Having collected all the results from the experiments, an Analysis of Variance (ANOVA) along with linear regression was performed in order to evaluate significance of the design factors (cutting parameters) for the observation surface roughness 𝑅𝑎. This analysis is presented in Table 4. The regression model (Equation 1) was implemented in RStudio1 and based on the obtained results we can conclude that all variables, under a significance level of 1%, are statistically significant. In addition, it was evident that the variable that has the greatest influence on 𝑅𝑎 is the feed rate, followed by velocity, then nose radius and, finally, the depth of cut.
 (1)
(1)Regarding the reliability of the results obtained from the linear regression model, we can highlight that the coefficient of determination (R2) of the model was 0.7063, while the adjusted coefficient of determination obtained was 0.7019. These values allow us to affirm that the estimations of the proposed regression could be adjusted with relative precision to the surface roughness variable. On the other hand, we can highlight that the VIF of the model is 3.4, which means that the model does not present multicollinearity problems. Additionally, it is noteworthy that the correlation coefficients have been calculated and resulted in values close to zero. Finally, when observing the coefficients (betas) deducted by the model, it is evident that the most influential variable is the feed rate (a change in that variable implies a change in the surface roughness, at least, 3 times greater than that produced by any change in any other variable), followed by the cutting speed, nose radius and, finally, depth of cut.
Having found that the four variables explain (and the magnitude in which each one does it) the response variable 𝑅𝑎, the next step was to develop the Artificial Neural Network model.
Artificial Neural Network
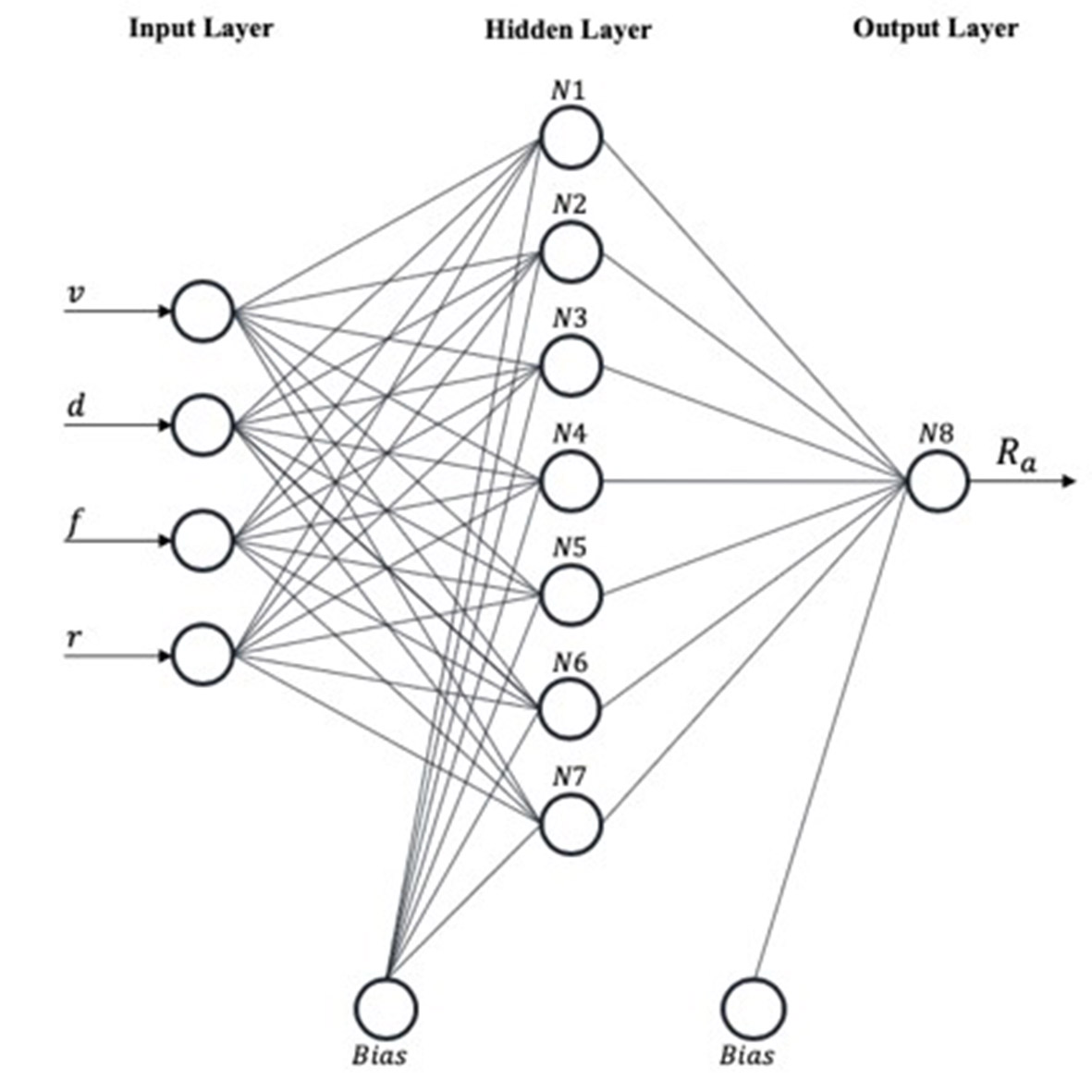
Artificial neural network is a non-linear mapping system inspired by the functions of a human brain [56]. In order to predict 𝑅𝑎 a multilayer ANN model was chosen and the resilience Back Propagation algorithm was used to train the network due to its wide application [60]. The network was built with three layers, the input, the output and a hidden layer. Choosing such scheme, each neuron of the input layer can take only one value per iteration and this value is transferred to all neurons of the hidden layer, which are interconnected by synaptic weights to the output layer, assuring that every neuron of the hidden layer is connected to the output layer neuron. The ANN with one hidden layer was selected due to the greater interpretability as well as the reduction in the error (the error is supposed to decrease with lower numbers of layers). The input neurons are the type of cutting speed, depth of cut, feed rate, cutting speed, and the tool nose radius whereas the output neuron is the surface roughness.
The ANN was implemented in RStudio. The software randomly selected the weights of the network connections and was trained with 243 experimental data and was subsequently validated and tested with 27 additional experimental data. Also, the transfer function used to calibrate the weights was the Sigmoid Function as Follows:
 (2)
(2)With the data obtained from the experiments, the ANN was trained and the appropriate network structure was found by varying the number of nodes in the hidden layer. The decision criterion was choosing the network structure with the lowest mean square error (MSE) as in Equation 3 with 𝑅𝑎 ̂ equal to 0.9436 and n 27. According to the results, the best structure was 4-7-1, resulting in an error of 0.5042 which was used here. It should be noted that the structures 4-6-1 with an MSE of 0.5682 and 4-4-1 with an MSE of 0.5757 were the second and third ones closest to minimum MSE. The graphical representation of the Network’s structure is shown in Figure 5. Finally, it is important to highlight that a bias was added to both the hidden layer and output layer, so the network could have more flexibility in calibrating the weights.
 (3)
(3)
To compare the results obtained with the ANN, the values observed for 𝑅𝑎 were plotted against the estimated values of the response variable. As can be seen in Figure 6, the values estimated by the network had, for the most part, a huge similarity with the values observed for 𝑅𝑎. In addition, when performing a correlation analysis between both variables, a value greater than 0.9 was obtained, which confirms the similarity and validity of the values estimated by the network as compared to the values observed for 𝑅𝑎.
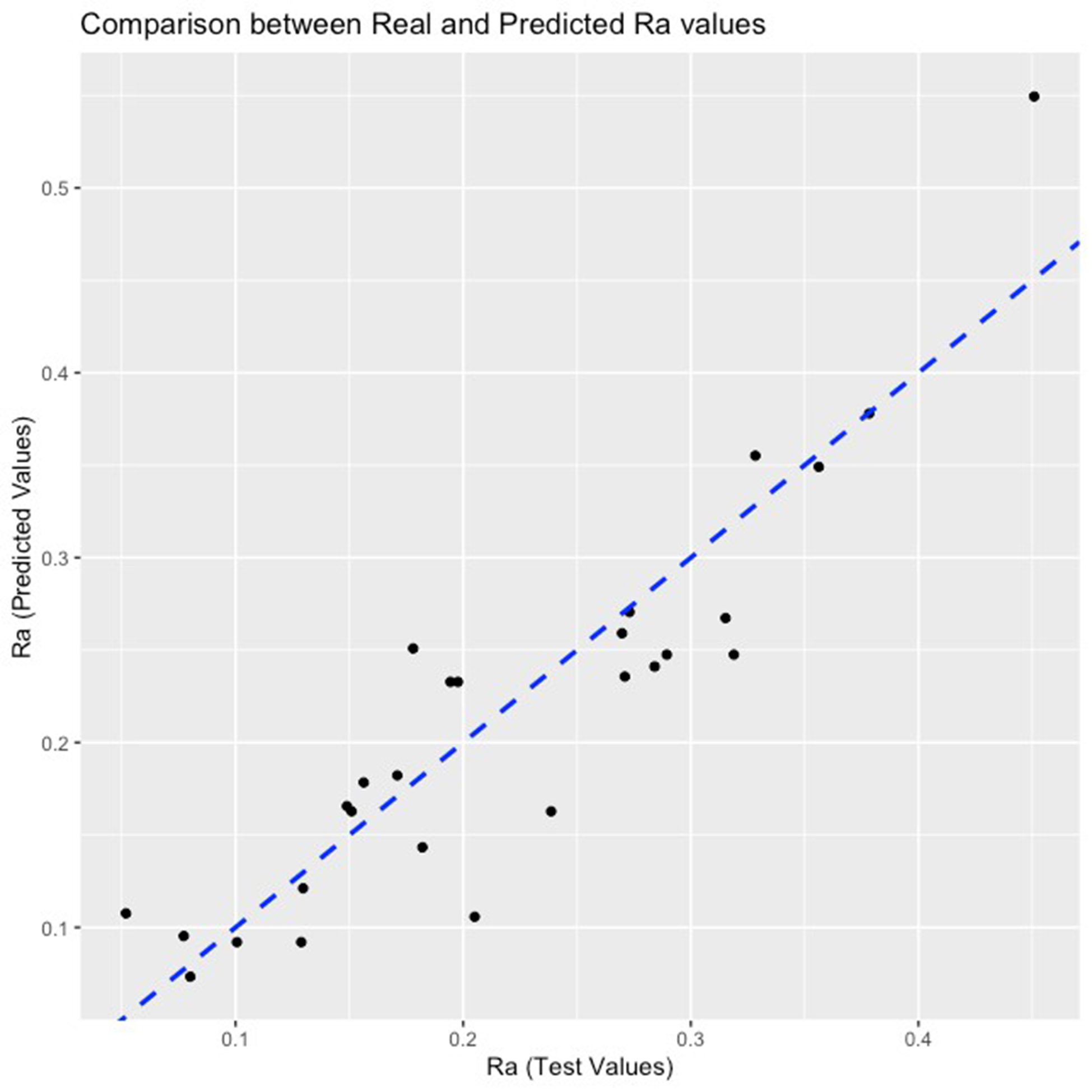
Regarding the comparison of the results obtained from the linear regression model and the artificial neural network, it is noteworthy that the MSE calculated with the predicted values by the linear regression model is 25 times greater than the MSE of the artificial neural network. These results support the selection of the artificial neural network as a model for the prediction of 𝑅𝑎.
Multi-Objective Optimization Model
The general formulation of multi-objective optimization problems can be written as shown in Equations 4, 5 and 6:
Minimize (or maximize)
 (4)
(4)Subject to
 (5)
(5)
 (6)
(6)In these equations 𝑓 𝑖(Χ) denotes the 𝑖th objective function, whereas 𝑔𝑗(𝑋) and ℎ𝑗(𝑋) indicate constraints and decision variables. Also, the machining parameters and the tool geometry are shown with the vector Χ = (𝑥1,𝑥2,…,𝑥𝑛) ∈ ℝN.
When the objective functions conflict with each other, it does not exist an exact solution for the studied problem. However, the problem will have many alternative solutions. Those potential solutions are called Pareto Front [61]. Pareto Optimal Front is a set Χ = {𝑥1 ∗,𝑥2 ∗,…,𝑥𝑛 ∗} composed of all the non-dominated solutions that comprise the Pareto Front of non-dominated solutions, which means that the Pareto Front is a vector of objective functions 𝑓(Χ∗), and is non-dominated if and only if it does not exist another vector 𝑓(Χ), that satisfies 𝑓(Χ) ≤ 𝑓(Χ∗).
Although there are numerous methods to solve the multi-objective optimization problem in this study, PSO is deemed as the appropriate technique applicable to machining processes [46]. In PSO, each particle is represented by a position, the velocity vectors are defined by the number of decision variables in the problem and the modification of the position of a particle is conditioned by previous position information. According to these principles, each particle needs to know its best position ever and the best position achieved in the group. These principles can be formulated as in Equations 7 and 8:
 (7)
(7)
 (8)
(8)where 𝑣𝑖 𝑘 is the velocity of an agent 𝑖 at iteration 𝑘, 𝑥𝑖 𝑘 the current position of an agent 𝑖 at iteration 𝑘, 𝑝𝑏𝑒𝑠𝑡𝑖 is the personal best position of an agent 𝑖, 𝑔𝑏𝑒𝑠𝑡𝑖 is the best position in the neighborhood, 𝑟𝑎𝑛𝑑 is a random number between 0 and 1, 𝑤 is the weighting function, and 𝑐𝑗 for 𝑗 = 1,2 is the learning rate.
Accordingly, the detailed four steps to follow in PSO are:
Step 1 . Specify population size. Then, the initial positions and velocities of all the agents are generated randomly. Immediately, the objective function values for each agent are calculated. Finally, 𝑝𝑏𝑒𝑠𝑡 is set as the current position of each particle and after that the best objective function value among the agents is set as 𝑔𝑏𝑒𝑠𝑡 and this value is stored.
Step 2 . Now the new position of the agents in the solution space is determined by using equations (7) and (8). Therefore, the particles begin to move toward the space with the best objective function value, 𝑔𝑏𝑒𝑠𝑡.
Step 3 . The objective function value is calculated for the new positions of each particle. If an agent achieves a better position, the 𝑝𝑏𝑒𝑠𝑡 value is replaced by the current value. As in Step 1, the gbest value is selected among pbest values. If the new gbest value is better than the previous one, the gbest value is uploaded.
Step 4. Repeat Steps 1, 2, and ɜ until the iteration number reaches the limit planned.
Taking all the foregoing as a whole, the optimization model developed for this study is then explained in the next subsections.
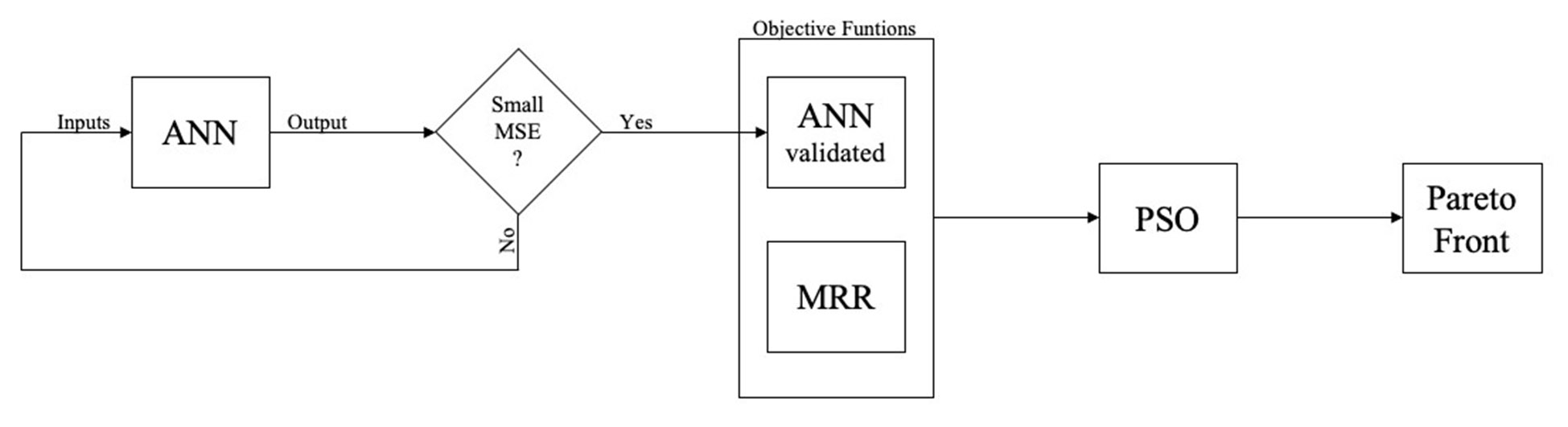
In summary, our proposed methodology can be illustrated by the flow chart in Figure 7.
Model Formulation
For the PSO model we consider the four cutting conditions as our decision variables where 𝑥1 is the cutting velocity, 𝑥2 is the feed rate, 𝑥3 is the depth of cut, and 𝑥4 is the tool nose radius.
Our interest is to optimize a model with two objective functions; the first one is minimizing the surface roughness of the material, and the second one maximizing the Material Removal Rate. These objectives were formulated using Equations 9 and 10.
 (9)
(9)
 (10)
(10)where 𝑣 is the function obtained from the ANN. This equation is the result of the product of all the input variables and the calibrated weights of the network for each layer as follows:
 (11)
(11)Equation 10 defines the 𝑀𝑅𝑅, the amount of material removed from the workpiece per unit. It can be calculated from the volume of the material removal or from the weight difference before and after machining. With the cutting parameters MRR could be calculated as the multiplication of cutting speed, feed rate and depth of cut.
To assure that the model formulation is within the feasible range of machining, the following constrains are included in the optimization model:
 (12)
(12)
 (13)
(13)
 (14)
(14)
 (15)
(15)
 (16)
(16)Equation 12 was included in the model because surface roughness values higher than 4 𝜇𝑚 are not acceptable and those lower than 0.5 𝜇𝑚 are deemed as not feasible. On the other hand, the ranks established in Equations. 13-16 are set based on the suggestion rates for those cutting conditions in order to guarantee stable machining conditions. The model was implemented in RStudio and the results obtained are presented in the section below.
Results and Discussion
The results from the ANN showed precise predictions of the surface roughness due to the small MSE obtained for the network structure 4-7-1 with a bias in each layer (0.5042). Also, using the ANN model, it was possible to infer that the equation to predict 𝑅𝑎 based on the four cutting conditions evaluated is:
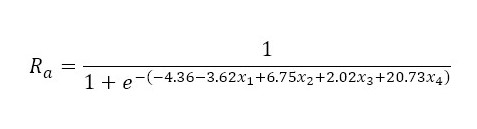 (17)
(17)From this equation it is possible to conclude that the parameter with greatest influence on 𝑅𝑎 is the tool nose radius, followed by the feed rate, the cutting velocity and, finally, depth of cut.
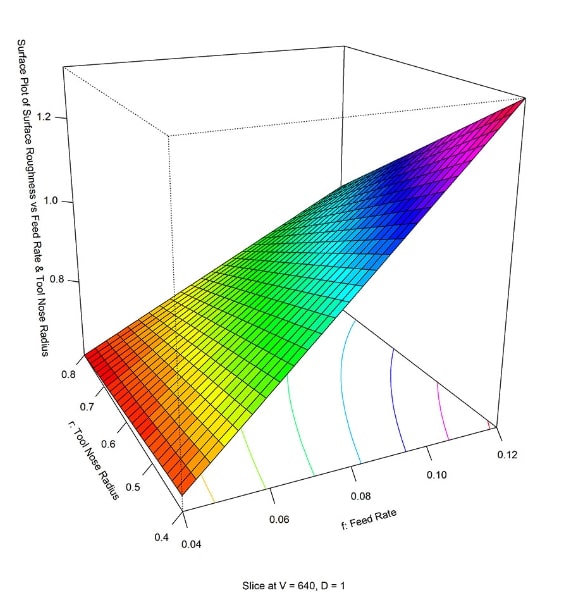
The response surface plotted using Equation 17 are shown in Figure 8. The average surface roughness is plotted as a function of the two most significant design factors, the cutting tool edge radius and the feed rate.
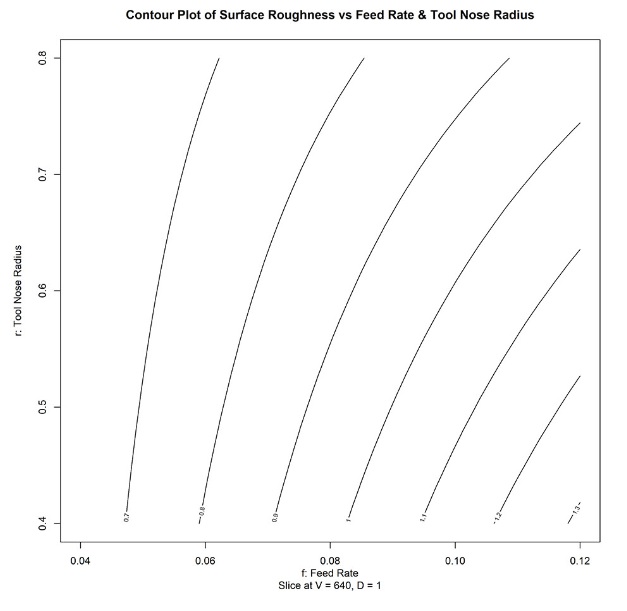
Contour plot of Ra vs. tool nose radius & feed rate
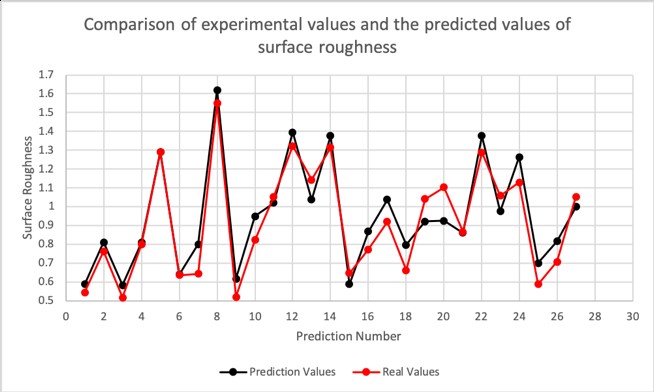
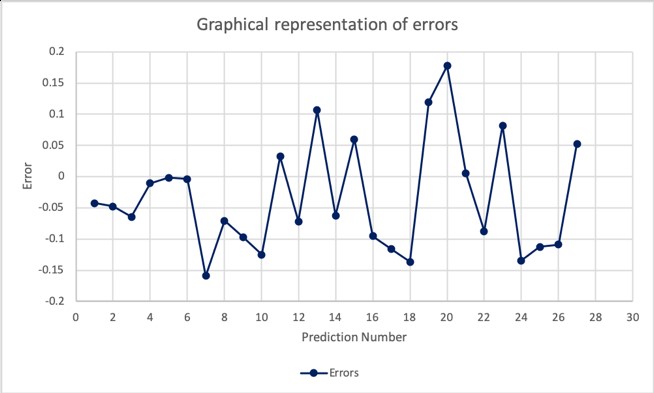
Another way of analyzing the results obtained from the ANN is to plot the experimental values and the predicted values of 𝑅𝑎. This plot is presented in Figure 9. In this graph, we observe the small difference between actual values (red line) and predicted values (black line) in Figure 10, where the biggest difference between the actual value and the prediction is almost 0.2 𝜇𝑚.
With the results from the ANN using Equation 17, the multi-objective optimization model was implemented in the software RStudio. To develop this model, 100 particles were created, taking into account the restrictions mentioned in the previous section. For each particle, the two objective functions evaluated were calculated as well as the Pareto Front, as shown in Figure 10. As we can see, the results show that the surface roughness 𝑅𝑎 has a tendency to increase as the 𝑀𝑅𝑅 is decreasing. This affirmation can be checked with the best values of Ra and MRR whose results are listed in Table 5 and Table 6, respectively.

Using the results obtained in the previous tables and the other 98 results from the evaluation of the objective functions with the other particles created, it was possible to find the Pareto Front. It is shown in Figure 11. This Pareto Front indicates that any combination above the curve can be obtained by assigning certain cutting conditions. According to this, any point below the Pareto Front is considered infeasible or, in other words, below the Pareto Front there is no combination of the cutting conditions that can guarantee those 𝑅𝑎 and 𝑀𝑅𝑅 values.
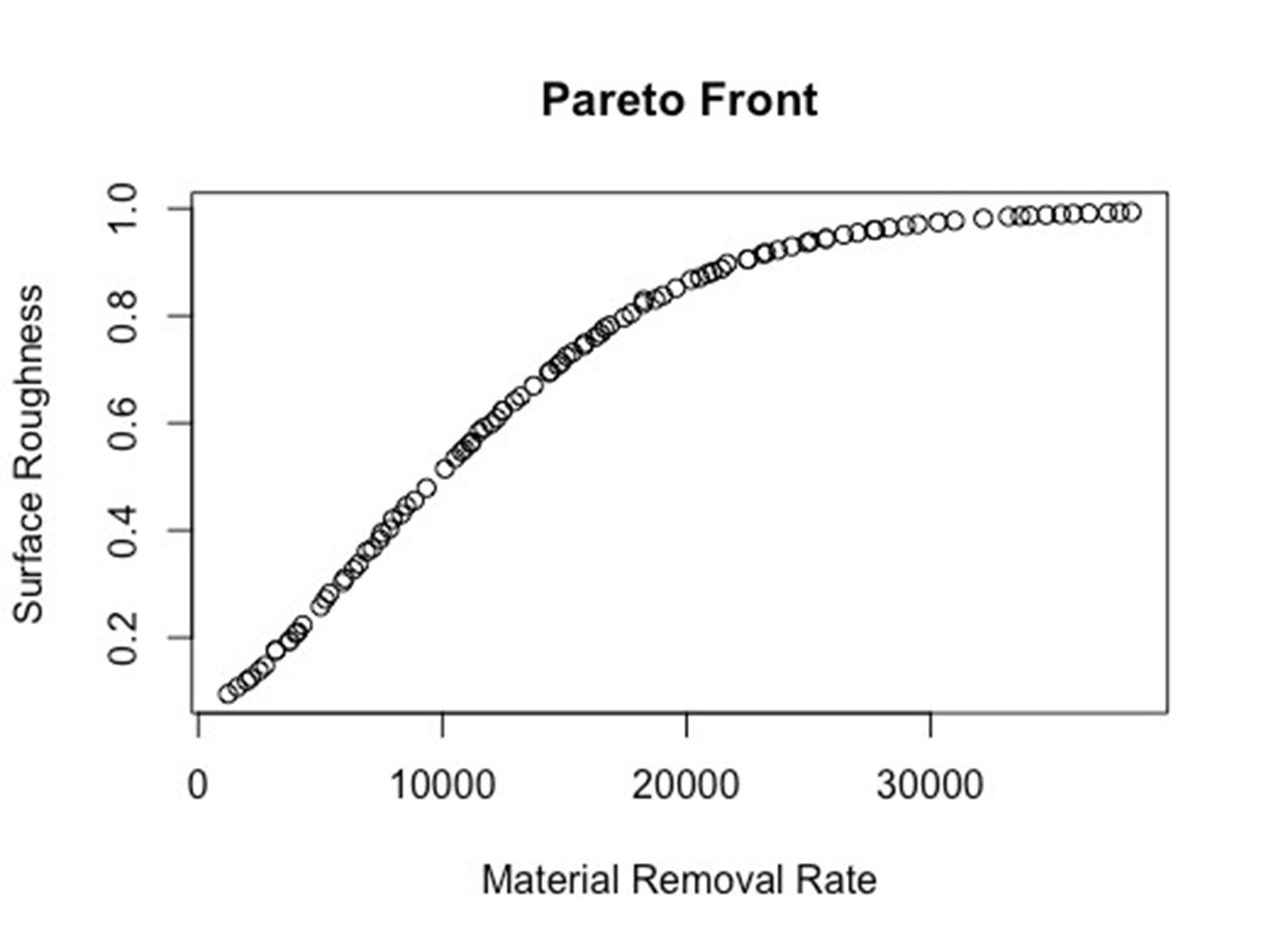
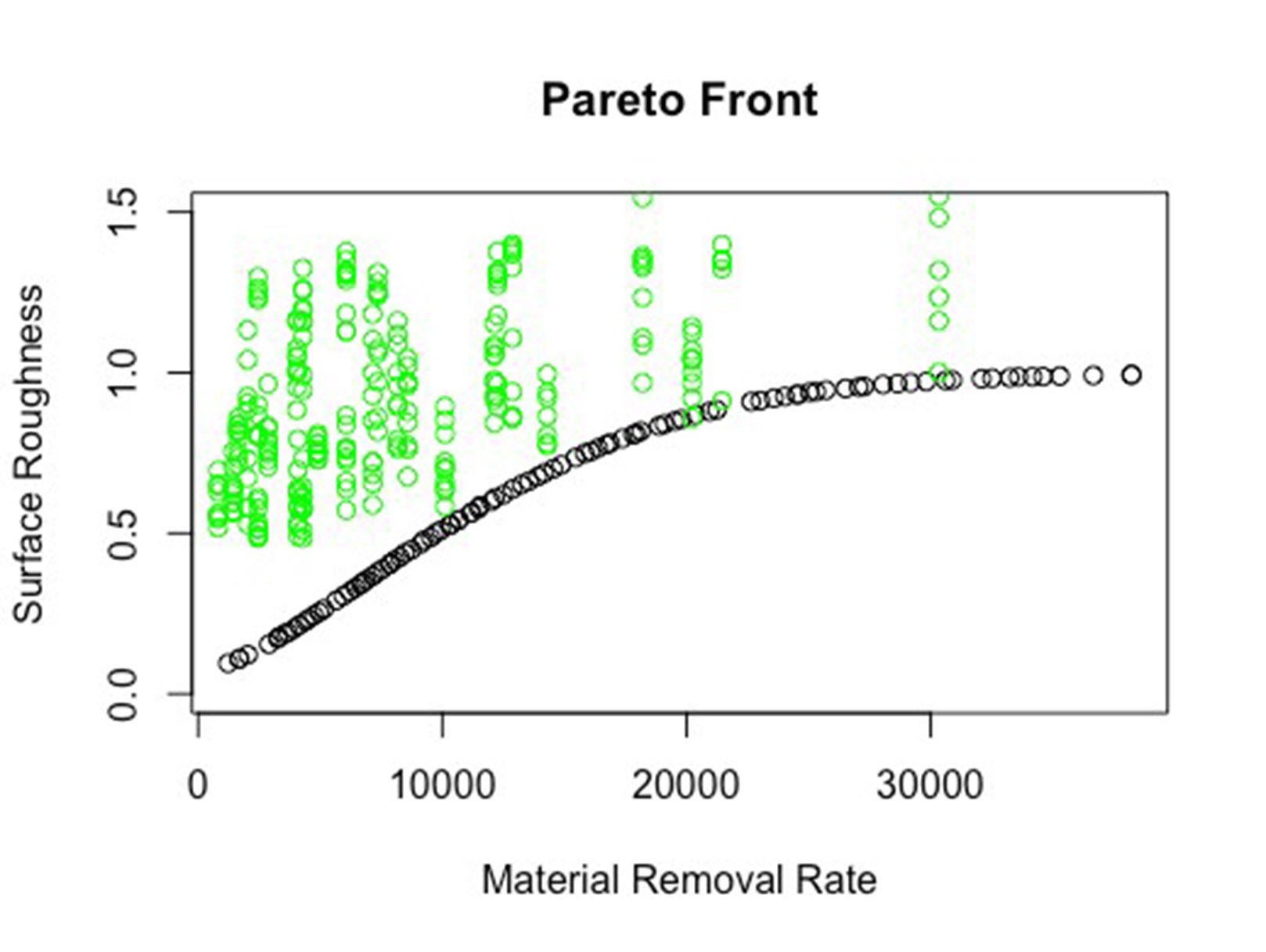
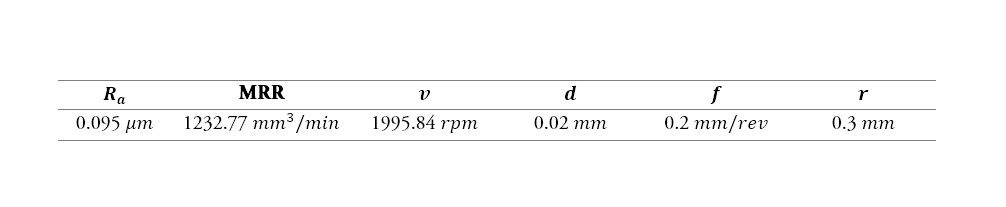
In order to verify the feasibility of the obtained results, the experimental results were overlaid on the Pareto Front plot. As shown in Figure 12, all the values obtained throughout the experiments are above the border, thus confirming the feasibility of the data and the proper construction of the Pareto Front. Finally, to validate the obtained optimal solution from the Pareto Front, we created the two solutions listed in Tables 5 and 6. To do so, we used the cutting conditions as listed in these tables using the cutting tool with 𝑟 = 0.3 𝑚𝑚 and measured the roughness to compare it to the model results. The results of roughness when aiming for minimum 𝑅𝑎 resulted in 𝑅𝑎𝑒𝑥𝑝 = 0.109 𝜇𝑚, which provides a good match with the model result of 𝑅𝑎 = 0.095 𝜇𝑚. Furthermore, we created the sample of optimal conditions where the objective is to obtain maximum 𝑀𝑀𝑅 while relaxing 𝑅𝑎. Using the cutting conditions of Table 6 we conducted the experiment and measured the roughness resulting in 𝑅𝑎 = 1.188 𝜇𝑚, which is a great match with the theoretical result of 𝑅𝑎 = 0.994 𝜇𝑚 as listed in Table 6. It should be noted that in both cases we created the sample to validate the theoretical results through measuring 𝑅𝑎 since 𝑀𝑀𝑅 can be obtained using the equation. Consequently, we believe that the results of the Pareto Front can be reliably used depending on the desired objective in the industry.
Conclusions
In a competitive and globalized industry like manufacturing, it is essential to increase productivity and, at the same time, the quality of products. In this paper, a study to predict the optimal cutting conditions for machining processes was conducted. To that end, we made a full factorial experiment design including four factors: cutting speed, depth of cut, feed rate, and tool nose radius. A predictive ANN model was built to calculate the 𝑅𝑎 values given the proposed cutting conditions, where, to determine the network structure we aimed for the lowest MSE.
Next, we developed a multi-objective optimization model that would allow calculating optimal cutting parameters intended to maximize the 𝑀𝑀𝑅 and minimize 𝑅𝑎, resulting in a Pareto Front. The model obtained a front of feasible solutions that is presented in Figure 11. It is concluded that to minimize the 𝑅𝑎, it is suggested to use 𝑣 = 1995.84 𝑟𝑝𝑚, 𝑑 = 0.02 𝑚𝑚, 𝑓 = 0.2 𝑚𝑚/𝑟𝑒𝑣 and 𝑟 = 0.3 𝑚𝑚. On the other hand, to maximize 𝑀𝑅𝑅, it is suggested to use 𝑣 = 1995.84 𝑟𝑝𝑚, 𝑑 = 0.12 𝑚𝑚, 𝑓 = 1 𝑚𝑚/𝑟𝑒𝑣 and 𝑟 = 0.3 𝑚𝑚. These two sample conditions were created experimentally and resulted in good match with the theoretical results of the optimization model. The obtained results indicate that the validated Pareto Front solution presents a viable alternative in identifying optimum machining parameters.
In this context, many works in the literature have been focused on various objectives to be optimized in the machining manufacturing process such as the ones considered in the present paper. However, they have mostly overlooked the effect of the tool edge radius on achieving the desired quality. What differentiates our work form previous efforts is mainly the consideration of the cutting tool nose radius as one of the decision factors of the study in addition to the depth of cut, feed rate, and velocity. Furthermore, combining the ANN with PSO is another added value of this work as compared to the previous studies.
While many studies have focused on building a robust prediction model for machining conditions and many others on optimizing these conditions, there are very few studies that have focused their efforts on developing and/or combining methodologies that propose solutions for before, during, and after the machining process. This work aims to provide such solutions by combining predictive and optimization models, by studying and proposing alternatives for the entire machining process.
Acknowledgments
We acknowledge the funding support from Colciencias grant code 120474557650 and the 2019 grant from Faculty of Engineering at Universidad de los Andes, Bogotá, Colombia.
References
[1] K. Salonitis and P. Ball, “Energy efficient manufacturing from machine tools to manufacturing systems,” Procedia CIRP, vol. 7, pp. 634-639, 2013. https://doi.org/10.1016/j.procir.2013.06.045
[2] W. Li, A. Zein, S. Kara and C. Herrmann, “An investigation into fixed energy consumption of machine tools,” Globalized Solutions for Sustainability in Manufacturing: Proceedings of the 18th CIRP International Conference on Life Cycle Engineering, pp. 268-273, Springer, Berlin, Heidelberg, 2011.
[3] J. R. Duflou, K. Kellens and W. Dewulf, “Unit process impact assessment for discrete part manufacturing: a state of the art,” Journal of Manufacturing Science and Technology, vol. 4, pp. 129-135, 2011. https://doi.org/10.1016/j.cirpj.2011.01.008
[4] G. D’Mello, P. Srinivasa Pai, and R. P. Shetty, “Surface roughness modeling in high speed turning of Ti-6Al-4V - Artificial Neural Network approach,” Materials Today: Proceedings, vol. 4, no. 8, pp. 7654-7664, 2017. https://doi.org/10.1016/j.matpr.2017.07.099
[5] R. Kumar and S. Chauhan, “Study on surface roughness measurement for turning of Al 7075/10/SiCp and Al 7075 hybrid composites by using response surface methodology (RSM) and artificial neural networking (ANN),” Measurement, vol. 65, pp. 166-180, 2015. https://doi.org/10.1016/j.measurement.2015.01.003
[6] M. Mia and N. R. Dhar, “Prediction of surface roughness in hard turning under high pressure coolant using Artificial Neural Network,” Measurement, vol. 92, pp. 464-474, 2016. https://doi.org/10.1016/j.measurement.2016.06.048
[7] A. C. Basheer, U. A. Dabade, S. S. Joshi, V. V. Bhanuprasad, and V. M. Gadre, “Modeling of surface roughness in precision machining of metal matrix composites using ANN,” Journal of Materials Processing Technology, vol. 197, no. 1-3, pp. 439-444, 2008. https://doi.org/10.1016/j.jmatprotec.2007.04.121
[8] B. Anuja Beatrice, E. Kirubakaran, P. Ranjit Jeba Thangaiah, and K. Leo Dev Wins, “Surface roughness prediction using artificial neural network in hard turning of AISI H13 steel with minimal cutting fluid application,” Procedia Engineering, vol. 97, pp. 205-211, 2014. https://doi.org/10.1016/j.proeng.2014.12.243
[9] B. C. Abeesh, U. A. Dabade, S. S. Joshi, V. V. Bhanuprasad and V. M. Gadre, “Modeling of surface roughness in precision machining of metal matrix composites using ANN,” Journal of Materials Processing Technology, vol. 197, no. 1-3, pp. 439-444, 2008.
[10] T. Erzurumlu and H. Oktem, “Comparison of response surface model with neural network in determining the surface quality of moulded parts,” Materials and Design, vol. 28, pp. 459-465, 2007.
[11] J. P. Davim, V. N. Gaitonde and S. R. Karmik, “Investigations into the effect of cutting conditions on surface roughness in turning of free machining steel by ANN models,” Journal of Material Processing, vol. 205, pp. 16-23, 2008.
[12] G. Kant and K. S. Sangwan, “Predictive modelling and optimization of machining parameters to minimize surface roughness using artificial neural network coupled with genetic algorithm,” Procedia CIRP, vol. 31, pp. 453-458, 2015.
[13] M. V. Vardhan, G. Sankaraiah, and M. Yohan, “Prediction of surface roughness & material removal rate for machining of P20 steel in CNC milling using artificial neural networks,” Materials Today: Proceedings, vol. 5, no. 9, pp. 18376-18382, 2018. https://doi.org/10.1016/j.matpr.2018.06.177
[14] T. Özel and Y. Karpat, “Predictive modeling of surface roughness and tool wear in hard turning using regression and neural networks,” International Journal of Machine Tools and Manufacture, vol. 45, no. 4-5, pp. 467-479, 2005. https://doi.org/10.1016/j.ijmachtools.2004.09.007
[15] G. D’Mello, P. S. Pai, and N. P. Puneet, “Optimization studies in high speed turning of Ti-6Al-4V,” Applied Soft Computing, vol. 51, pp. 105-115, 2017. https://doi.org/10.1016/j.asoc.2016.12.003
[16] P. Sivaiah and D. Chakradhar, “Modeling and optimization of sustainable manufacturing process in machining of 17-4 PH stainless steel,” Measurement, vol. 134, pp. 142-152, 2019. https://doi.org/10.1016/j.measurement.2018.10.067
[17] M. Nalbant, H. Gokkaya, I. Toktas and G. Sur, “The experimental investigation of the effects of uncoated, PVD and CVD-coated cemented carbide inserts and cutting parameters on surface roughness in CNC turning and its prediction using artificial neural networks,” Robotics and Computer-Integrated Manufacturing, vol. 25, pp. 211-223, 2009.
[18] A. M. A. Al-Ahmari, “Predictive machinability models for a selected hard material in turning operations,” Journal of Materials Processing Technology, vol. 190, pp. 305-311, 2007.
[19] C. Sanjay and C. Jyothi “A study of surface roughness in drilling using mathematical analysis and neural networks,” International Journal of Advanced Manufacturing Technology, vol. 29, pp. 846-852, 2006.
[20] S. Dahbi, H. El Moussami, L. Ezzine, D. Samya, and E. L. M. Haj, “Optimization of turning parameters for surface roughness,” Xème Conférence Internationale: Conception et Production Intégrées, Tanger, Morocco, 2015. https://hal.archives-ouvertes.fr/hal-01260818/
[21] S. Dahbi, H. El Moussami, and L. Ezzine, “Optimization of turning parameters for surface roughness,” International Journal of Modern Engineering Research, vol. 134, pp. 142-152, 2019.
[22] F. Cus and U. Zuperl, “Approach to optimization of cutting conditions by using artificial neural networks,” Journal of Materials Processing Technology, vol. 173, pp. 281-290, 2006.
[23] A. Kohli and U. S. Dixit, “A neural-network-based methodology for the prediction of surface roughness in a turning process,” International Journal of Advanced Manufacturing Technology, vol. 25, pp. 118-129, 2005.
[24] E. O. Ezugwu, D. A. Fadare, J. Bonneya, R. B. D Silva, and W. F. Sales, “Modelling the correlation between cutting and process parameters in high-speed machining of Inconel 718 alloy using an artificial neural network,” International Journal of Machine Tools and Manufacture, vol. 45, pp. 1375-1385, 2005.
[25] W. Grzesick, and S. Brol, “Hybrid approach to surface roughness evaluation in multistage machining processes,” Journal of Material Processing Technology, vol. 134, pp. 265-272, 2003.
[26] S. Debnath, M. M. Reddy, and Q. S. Yi, “Influence of cutting fluid conditions and cutting parameters on surface roughness and tool wear in turning process using Taguchi method,” Measurement, vol. 78, pp. 111-119, 2016.
[27] G. Kant and K. S. Sangwan, “Prediction and optimization of machining parameters for minimizing power consumption and surface roughness in machining,” Journal of Cleaner Production, vol. 83, pp. 151-164, 2014.
[28] H. Aouici, M. A. Yallese, K. Chaoui, T. Mabrouki, and J. F. Rigal, “Analysis of surface roughness and cutting force components in hard turning with CBN tool: Prediction model and cutting conditions optimization,” Measurement, vol. 45, no. 3, pp. 344-353, 2012. https://doi.org/10.1016/j.measurement.2011.11.011
[29] U. Zuperl and F. Cus, “Optimization of cutting conditions during cutting by using neural networks,” Robotics and Computer-Integrated Manufacturing, vol. 19, pp. 189-199, 2003.
[30] I. N. Tansel, B. Ozcelik, W. Y. Bao, P. Chen, D. Rincon, and S. Y. Yang, “Selection of optimal cutting conditions by using GONNS,” International Journal of Machine Tools and Manufacture, vol. 46, pp. 26-35, 2006.
[31] H. Oktem, T. Erzurumlu, and F. Erzincanli, “Prediction of minimum surface roughness in end milling mold parts using neutral network and genetic algorithm,” Journal of Material and Design, vol. 27, pp. 735-744, 2006.
[32] G. Kant and K. S. Sangwan, “Prediction and optimization of machining parameters for minimizing power consumption and surface roughness in machining,” Journal of Cleaner Production, vol. 83, pp. 151-164, 2014.
[33] I. Asiltürk and M. Çunkaş, “Modeling and prediction of surface roughness in turning operations using artificial neural network and multiple regression method,” Expert Systems with Applications, vol. 38, no. 5, pp. 5826-5832, 2011.
[34] M. V. Vardhan, G. Sankaraiah, and M. Yohan, “Prediction of surface roughness & material removal rate for machining of P20 steel in CNC milling using artificial neural networks,” Materials Today: Proceedings, vol. 5, no. 9, pp. 18376-18382, 2018.
[35] U. Maheshwera Reddy Paturi, H. Devarasetti, and S. Kumar Reddy Narala, “Application of Regression and Artificial Neural Network Analysis in Modelling of Surface Roughness in Hard Turning of AISI 52100 Steel,” Materials Today: Proceedings, vol. 5, no. 2, pp. 4766-4777, 2018.
[36] R. S. Bharathi and N. Baskar, “Optimization techniques for machining operations: A retrospective research based on various mathematical models,” International Journal of Advanced Manufacturing Technology, vol. 48, 1075-1090, 2010.
[37] M. Farahnakian, M. R. Razfar, M. Moghri and M. Asadnia, “The selection of milling parameters by the PSO-based neural network modeling method,” International Journal of Advanced Manufacturing Technology, vol. 57, pp. 1-12, 2011.
[38] W. Yang, Y. Guo and W. Liao, “Optimization of multi-pass face milling using a fuzzy particle swarm optimization algorithm,” International Journal of Advanced Manufacturing Technology, vol. 54, pp. 45-57, 2011.
[39] H. Ganesan, G. Mohankumar, K. Ganesan and K. Ramesh Kumar, “Optimization of machining parameters in turning process using genetic algorithm and particle swarm optimization with experimental verfification,” International Journal of Engineering Science and Technology (IJEST), vol. 3, pp. 1091-1102, 2011.
[40] M. R. Razfar, M. Asadnia, M. Haghshenas and M. Farahnakian, “Optimum surface roughness prediction in face milling X20Cr13 using particle swarm optimization algorithm,” Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, vol. 224, no. 11, pp. 1645-1653, 2010. https://doi.org/10.1243/09544054JEM1809
[41] L. Y. Zheng and S. G. Ponnambalam, “Optimization of multipass turning operations using particle swarm optimization”. Paper presented at the ISMA'10 - 7th International Symposium on Mechatronics and its Applications, pp. 1-6, 2010.
[42] R. V. Rao and P. J. Pawar, “Grinding process parameter optimization using non-traditional optimization algorithms,” Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, vol. 224, pp. 887-898, 2010.
[43] R. S. Bharathi and N. Baskar, “Optimization techniques for machining operations: A retrospective research based on various mathematical models,” International Journal of Advanced Manufacturing Technology, vol. 48, pp. 1075-1090, 2010.
[44] J. Xi and G. Liao, “Cutting parameter optimization based on particle swarm optimization,” Paper presented at the 2009 2nd International Conference on Intelligent Computing Technology and Automation, ICICTA, vol. 1, pp. 255-258, 2009.
[45] I. Escamilla, P. Perez, L. Torres, P. Zambrano and B. Gonzalez, “Optimization using neural network modeling and swarm intelligence in the machining of titanium (ti 6al 4v) alloy,” Paper presented at the 8th Mexican International Conference on Artificial Intelligence. Proceedings of the Special Session, MICAI, pp. 33-38, 2009.
[46] J. Ciurana, G. Arias and T. Ozel, “Neural network modeling and particle swarm optimization (PSO) of process parameters in pulsed laser micromachining of hardened AISI H13 steel,” Materials and Manufacturing Processes, vol. 24, pp. 358-368, 2009.
[47] C. Prakasvudhisarn, S. Kunnapapdeelert and P. Yenradee, “Optimal cutting condition determination for desired surface roughness in end milling,” International Journal of Advanced Manufacturing Technology, vol. 41, pp. 440-451, 2009.
[48] J. Srinivas, R. Giri and S. Yang, “Optimization of multi-pass turning using particle swarm intelligence,” International Journal of Advanced Manufacturing Technology, vol. 40, pp. 56-66, 2009.
[49] J. G. Li, Y. X. Yao, D. Gao, C. Q. Liu and Z. J. Yuan, “Cutting parameters optimization by using particle swarm optimization (PSO),” Applied Mechanics and Materials, vols. 10-12, pp. 879-883, 2008.
[50] O. Duran, R. Rodriguez and L. A. Consalter, “PSO for selecting cutting tools geometry,” Lecture Notes in Computer Science, vol. 5271, pp. 265-272, 2008.
[51] Z. Chen and Y. Li, “An improved particle swarm algorithm and its application in grinding process optimization,” Proceedings of the 27th Chinese Control Conference, pp. 2-5, 2008.
[52] H. Zhao, J. G. Li, Y. X. Yao and C. Q. Liu, “Cutting parameters optimization for constant cutting force in milling,” Applied Mechanics and Materials, vol. 483, pp. 10-12, 2008.
[53] H. Liu and W. Huang, “Computer numerical control machining parameter optimization based on particle swarm optimization,” J. of Tongji University, vol. 36, pp. 803-806, 2008.
[54] U. Zuperl, F. Cus and V. Gecevska, “Optimization of the characteristic parameters in milling using the PSO evolution technique,” Journal of Mechanical Engineering, vol. 6, pp. 354-368, 2007.
[55] H. Huang, A. Li and X. Lin, “Application of PSO-based Wavelet Neural Network in Tool Wear Monitoring,” Proceedings of the IEEE International Conference on Automation and Logistics, pp. 2813-2817, 2007.
[56] J. Kennedy and R. C. Eberhart, “Discrete binary version of the particle swarm algorithm,” IEEE International Conference on Systems, Man, and Cybernetics. Computational Cybernetics and Simulation, vol. 5, pp. 4104–4108, 1997. https://doi.org/10.1109/ICSMC.1997.637339
[57] J. G. Li, Y. X. Yao, D. Gao, C. Q. Liu, and Z. J. Yuan, “Cutting parameters optimization by using particle swarm optimization (PSO),” Applied Mechanics and Materials, vols. 10-12, pp. 879-883, 2008. https://doi.org/10.4028/www.scientific.net/AMM.10-12.879
[58] N. Yusup, A. M. Zain, and S. Z. M. Hashim, “Overview of PSO for optimizing process parameters of machining,” Procedia Engineering, vol. 29, pp. 914-923, 2012. https://doi.org/10.1016/j.proeng.2012.01.064
[59] Y. Karpat and T. Özel, “Multi-objective optimization for turning processes using neural network modeling and dynamic-neighborhood particle swarm optimization,” The International Journal of Advanced Manufacturing, vol. 35, no. 3-4, pp. 234-247, 2007.
[60] M. Mia and N. R. Dhar, “Prediction of surface roughness in hard turning under high pressure coolant using Artificial Neural Network,” Measurement, vol. 92, pp. 464–474, 2016. https://doi.org/10.1016/j.measurement.2016.06.048
[61] Ş. Karabulut, “Optimization of surface roughness and cutting force during AA7039/Al2O3 metal matrix composites milling using neural networks and Taguchi method,” Measurement, vol. 66, pp. 139-149, 2015. https://doi.org/10.1016/j.measurement.2015.01.027
Appendix
Annex
Notes
*
Research paper
[1]
See https://rstudio.com/products/rstudio/
Author notes
a Corresponding author. E-mail: ag.sepideh10@uniandes.edu.co
Additional information
How to cite this article:: S. Abolghasem, and N. Mancilla-Cubides, “Optimization of machining parameters for product quality and productivity in turning process of aluminum,” Ing. Univ., vol. 26, 2022. https://doi.org/10.11144/Javeriana.iued26.ompp