Introduction
Facility layout design is one of the fundamental decisions in operations management since it directly impacts the productivity of a company’s production process. Facility layout design is considered a strategic decision in industrial organizations and consists of adequately arranging machines, workstations, or departments within a plant floor to operate production processes effectively, that is, with minimum operating costs and high productivity [1]–[3]. An effective facility layout design can be obtained either through the application of mathematical approaches that optimize qualitative or quantitative criteria or through procedural approaches that consider these criteria, as well as expert knowledge [4]–[6]. One of the most traditional methods in facility design, and still in use today, is Müther’s systematic layout planning (SLP) method [7].
The SLP procedure was first presented by Müther [8] and consists of obtaining the best layout alternative that complies with a set of defined closeness relationships for the departments or processes to be installed within a facility. These closeness relationships can also be based on criteria such as the safety of people, the needs of the production processes and the flow of materials between departments [3], [7]. Being a method based on the expertise of the design team, the definition of solution alternatives, as well as the selection of the best layout alternative, becomes a problem that can be addressed through computer-based design techniques, as well as multicriteria selection methodologies.
This paper presents the application of Müther's SLP procedure in conjunction with the use of design software, such as AutoCAD and SketchUp, and the Technique for Order Preference by Similarity to Ideal Solution (TOPSIS) for the design and selection of the best facility layout for a power generation turbine component repair shop case that is planned to be installed in Colombia. Power generation processes include a set of mechanical and physical processes that cause deterioration in the critical parts of the turbines, such as the first- and second-stage blades of thermoelectric turbines as well as the Pelton or Francis wheels in hydroelectric turbines. This deterioration include cracks, abrasive or erosive surface wear, and deformations in the parts, which causes a reduction in their useful life [9], [10]. For this reason, critical components of power generation turbines require proper and periodic maintenance to increase their useful life and ensure the power generation process, which is important for country demands. However, when outsourced, these maintenance services generate high costs related to the shipping, importation and exportation of parts, as well as the quality of the maintenance itself and the opportunity cost derived from the time of the components under maintenance.
For this reason, a power generation turbine part repair shop to provide repair and protection services for these critical components needs to be installed in Colombia to reduce maintenance costs and times and to increase the operating and useful life of the asset. However, the design of an industrial shop that performs the repair and protection processes of these components is not simple due to the complexity and variety of the parts, the unfamiliarity of the process, and the needs and the safety risks involved in the required operations. In this sense, the determination of a facility layout design for the novel case of the industrial shop for the repair of power generation turbine parts, through the integration of SLP and TOPSIS methods, as well as the use of design software, is the main contribution of this paper.
This paper is divided as follows: Section 2 presents a brief literature review related to the facility layout design solutions, Section 3 describes the SLP and TOPSIS methods, Section 4 presents the application of the SLP and TOPSIS approaches to the layout design of the power generation turbine parts repair workshop, and Section 5 presents conclusions and future research insights.
Literature review
Analytical and procedural methods have been presented for designing plant layouts based on the customer, risk prevention, and closeness requirements, among other qualitative criteria. Tompkins [3] mentioned the analytical procedures presented by Reed [11], Apple [12], and Müther [8], as well as heuristic procedures such as the Computerized Relative Allocation of Facilities Technique (CRAFT) [13] and the Multi-Floor Plant Layout Evaluation (MULTIPLE) [14], among others. The above techniques and procedures have been widely applied in different contexts; however, Müther’sSLP method has stood out for its ease of application, its qualitative and quantitative approach, and its integration with other methodologies as well as the integration of expert criteria.
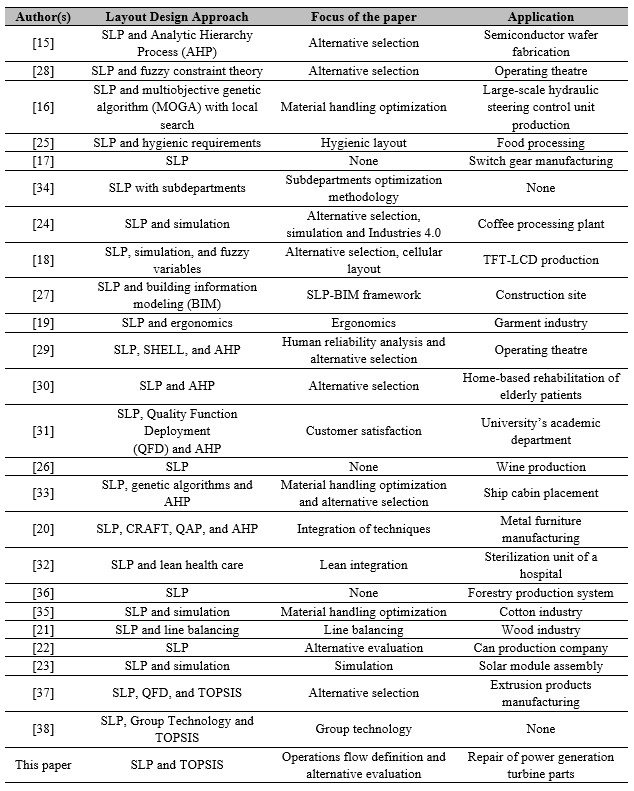
Table 1 presents some of the facility layout design literature that has used the SLP procedure. The table lists the author(s), the layout design method, the focus of the paper, and the industrial or service sector where it was applied. The applications of the SLP procedure vary from the industrial sector [15]–[23] through the food [24]–[26] and construction [27] industries to the service sector [28]–[32]. Similarly, a wide variety of techniques have been integrated into the application of the SLP method, which include multicriteria decision techniques, such as AHP [15], [20], [29]–[31], [33] and fuzzy logic [18], [28], [29]; mathematical optimization algorithms [16], [20], [21], [27], [33], [34]; and simulation [18], [23], [24], [35], among others. The table also shows the contribution of this paper to the literature by applying the SLP method to the repair of power generation turbine parts case, based on the definition of the operating flows and the use of the TOPSIS method for obtaining the best layout alternative for the case study.
Table 1 .
Facility layout design literature using the SLP procedure
Source: Authors’ own creation.
Materials and methods
The systematic Layout Planning (SLP) method
The SLP methodology allows the designer to generate alternatives of the plant layout where departments are initially arranged in a general way to later define in-detail layouts for each department [3], [7]. This procedure then requires the participation of stakeholders in the distribution project to define in stages the location of the departments or work areas, as well as the details of each department.
In the proposed approach, layout alternatives are generated based on closeness relationships using design software. These closeness relationships can be defined based on material flows, space requirements, safety conditions or other specific characteristics of processes, according to one of the following: absolutely necessary (A), especially important (E), important (I), ordinary closeness (O), unimportant (U), and not desirable (X) relationships [7]. Figure 1 shows the general SLP procedure. Given a pair of departments, one of the abovementioned closeness relationships is defined for them, and an activity relationship chart is generated to produce dimensionless block and space relationship charts, which will be the basis for facility layout alternatives. Finally, layout alternatives are evaluated according to the customer’s needs, and a final layout is selected for the future plant.
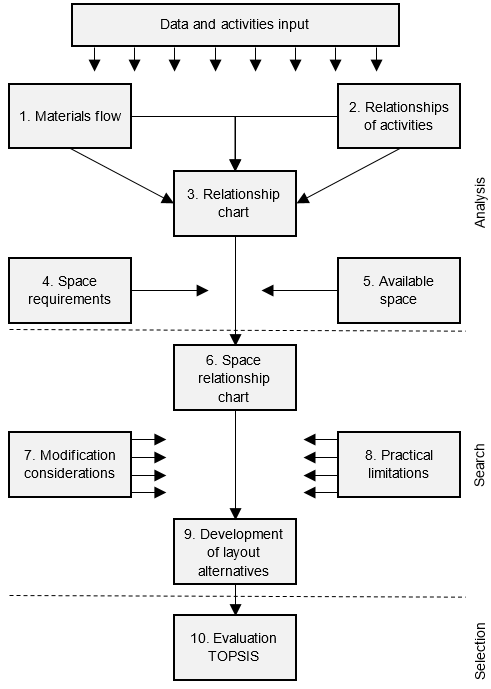 Figure 1 .
The SLP procedure
Figure 1 .
The SLP procedure
Source: Adapted from Tompkins, 2010. [3]
Since the process of repairing turbine parts is not currently operating in the power generation company, the determination of the process and materials flow is a challenging task. Usually, the application of a materials from-to chart [19], as well as of the PQRST (product, quantity, routing, supporting and time) analysis of the process [15], [17], [35], is presented as input to the SLP procedure. However, the operations and materials flow for the case study are defined based on the expert’s knowledge and by applying industrial engineering techniques, such as process flow diagrams.
The SLP method is used in this application because it encompasses a complete procedure that allows the development of layout alternatives from qualitative and quantitative data of processes [26], [33]. This is important for the case under study, since the repair of turbine components requires high impact operations for the safety and health of people and operation flows that are not yet defined.
The Technique for Order Preference by Similarity to Ideal Solution (TOPSIS)
The Technique for Order Preference by Similarity to Ideal Solution was first presented by Hwang and Yoon [39] and is a very well-known approach to the solution of multicriteria decision-making problems [40]. In TOPSIS, a set of alternatives is evaluated according to a set of attributes or criteria, and the selection of the best alternative is made based on the relative closeness of each alternative to the defined ideal positive [39].
In this sense, the TOPSIS technique encompasses the following steps.
-
First, a normalized decision matrix is constructed consisting of the numerical outcome ( ) of each alternative with respect to each criterion , where is the normalized element of each numerical outcome and is given by Equation 1.
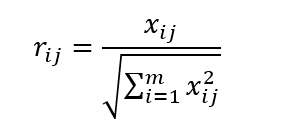 (1)
(1)
-
The next step includes the construction of the weighted normalized decision matrix by multiplying each normalized element by a set of weights , given for each criterion , where .
-
The following step consists of determining the ideal ( ) and negative-ideal ( ) solutions for each criterion .
-
The separation between each alternative from the ideal and negative-ideal solutions is calculated in this step, as given in Equation 2. This separation is measured using the Euclidean distance norm.
 (2)
(2)
-
In the next step, the relative closeness ( ) of each alternative is computed with respect to the ideal solution, as shown in Equation 3¡Error! No se encuentra el origen de la referencia.. The relative closeness value is between 0 and 1, where means that alternative is the ideal solution and is the negative-ideal solution.
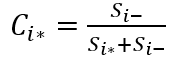 (3)
(3)
-
The final step consists of ranking the preference order of the alternatives based on the descending value of C_(i*). The mathematics behind the TOPSIS method used in this application can be found in [39].
Results
This section presents the development of the SLP procedure integrating the use of design software for the generation of solution alternatives and the TOPSIS technique for the selection of layout alternatives for the future installation of an industrial turbine parts repair shop in the city of Medellin by a Colombian power generation. As mentioned in the methodology above, the material flow step was replaced by the definition of a general process flow based on the company's expert knowledge.
Data and activities input
The determination of the data and activities input for the SLP-TOPSIS process was carried out through meetings with experts from the power generation company on topics related to turbine maintenance and operation, as well as with the participation of researchers in the areas of materials and component protection from the National University of Colombia in Medellin.
Definition of the process flow
A general process flow for the repair of power generation turbine parts is presented in Figure 2. The repair process starts with the reception of parts that arrive at the shop from the power generation plants. The coating is then removed from the parts through sandblasting and/or chemical processes so they can be inspected and a diagnosis of the condition of the parts can be performed. The diagnosis of the parts allows determining whether a part can be repaired or should be discarded. The next steps consist of recovering the dimensions and geometries of the parts through welding and machining processes, respectively. After these steps, a series of thermal and spraying processes are performed to prepare and coat the surface of the parts, which should increase their operating lifecycle. Finally, the parts receive a surface finish through operations such as polishing or painting and are then prepared for shipment to the power plants.
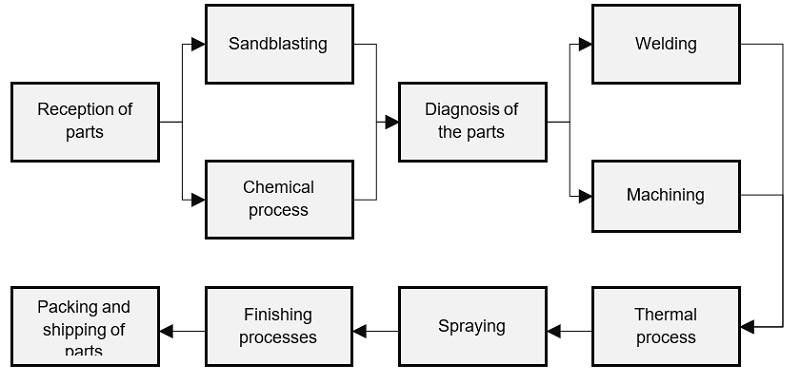 Figure 2 .
A general process flow for the repair of turbine parts
Figure 2 .
A general process flow for the repair of turbine parts
Source: Authors’ own creation.
Definition of the activity requirements
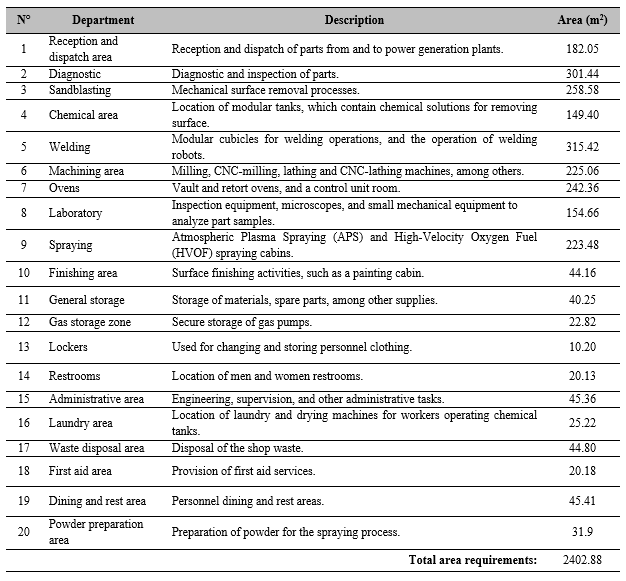
The next step in determining the data and process inputs for the turbine parts repair shop was the definition of the activity requirements, which included the creation, description and determination of the areas of the departaments to be in the shop, as shown in Table 2. Each activity in the process flow in Figure 2 was included as an independent department for the future plant. Departments such as reception and dispatch area, diagnostic, sandblasting, chemical area, welding, machining area, ovens, spraying, and finishing area were included to install the main repair activities. Auxiliary departments were also considered in this list, which included general storage, laboratory, administrative area, powder preparation area, and gas storage area. Similarly, service departments, such as laundry, waste disposal, first aid, and dining, and rest areas were included to increase the safety and health of the personnel.
Table 2 .
Description of the department requirements for the repair of turbine parts
Source: Authors’ own creation.
Determination of the relationships between activities
The determination of the activity relationships was made according to the scale of the relationships presented by Müther [7], as mentioned in the methodology section. Similarly, each relationship between two departments was justified by considering the reasons presented in the literature [3]: 1, if the departments are at the same level; 2, if it is due to the material flow; 3, if it is due to services; 4, if it is due to convenience; 5, if it is due to inventory control reasons; 6, if it is due to communication reasons; 7, if it is due to staff reasons; 8, if it is due to cleaning requirements; and 9, if it is due to the flow of parts.
The closeness relationships between activities were also defined through meetings between the company’s experts. Personal safety and health needs, as well as specific characteristics of processes, were considered when determining a closeness relationship between a pair of activities. Then, the closeness relationships and their justification for the 20 departments were included in the Activity Relationship Chart, as presented in Figure 3, where areas such as ovens, chemical processes, and gas storage were given undesirable relationships between them since each of them are dangerous processes. Additionally, areas whose activity is similar or whose processes are subsequent in the flow of the operation, such as sandblasting, chemical processes and diagnostics, were given absolutely necessary or especially important relationships.
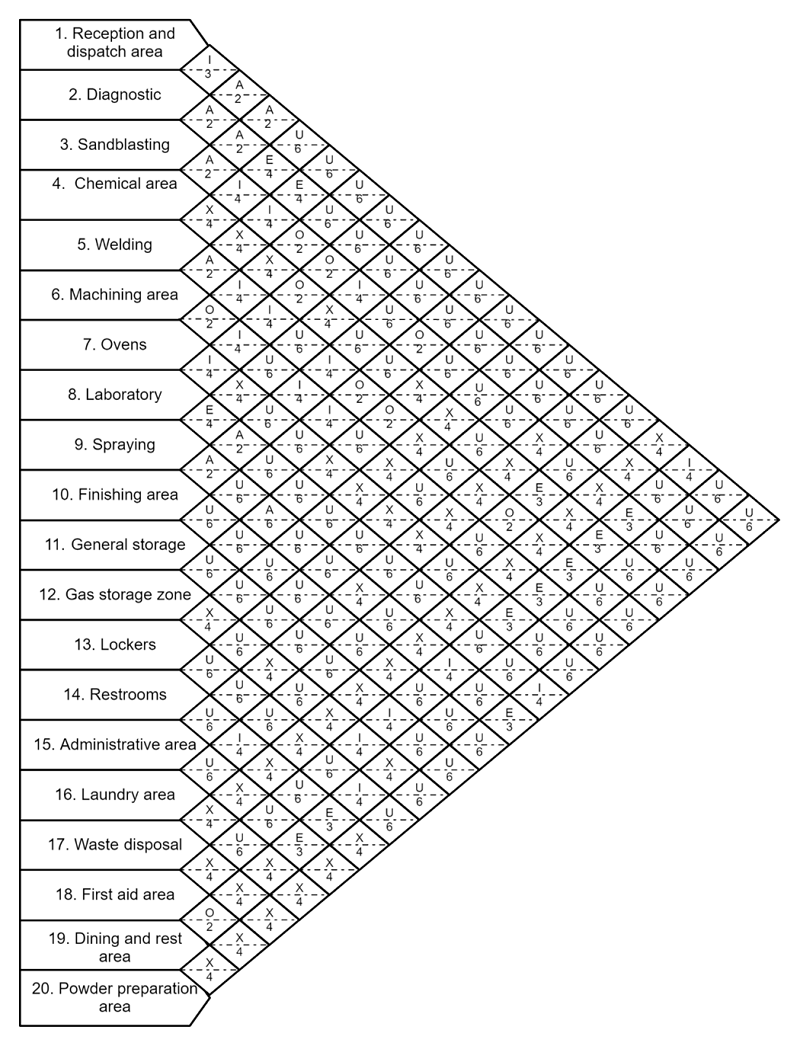 Figure 3 .
Activity relationship chart for the case study
Figure 3 .
Activity relationship chart for the case study
Source: Authors’ own creation.
Calculation of space requirements and definition of the available space
The area requirements of each department were calculated using Guerchet’s Method [2], which consists of defining static, gravitational, and evolution area requirements. The static area refers to the required area for the location of machines or workstations (i.e., dimensions of width and length). The gravitational area is related to the position of the machine operators, material or work-in-process storage, and other service areas around the workstation. Finally, the evolution area requirements refer to the area dedicated to the transportation of people and materials, as well as the preventive distance between a dangerous operation and the flow of people and materials. The evolution area is also considered for future changes in the facility layout. The sum of static, gravitational, and evolution areas resulted in the area requirements for each department, as presented in Table 2. For the location of the industrial shop, a total area of 3,082 m2 was selected in one of the company's facilities in the city of Medellin.
Development of layout alternatives and inclusion of considerations and limitations
Once the closeness relationships between activities were determined, the next step consisted of proposing and evaluating the layout alternatives for the turbine parts repair shop. This step was completed by defining a dimensionless block diagram, as shown in Figure 4, which allowed determining the location of the departments according to the closeness relationships. The diagram shows a U-type process flow, which facilitates the flow of materials through the departments. Based on the dimensionless block diagram, three layout alternatives were generated considering the space requirements of the departments and their location on the floor plan for the industrial shop using design software such as AutoCAD® and SketchUp®. Some considerations and limitations encountered in this step included the current area and space distribution for the planned shop layout, as well as the impossibility of moving an electrical substation that was currently located within the facility.
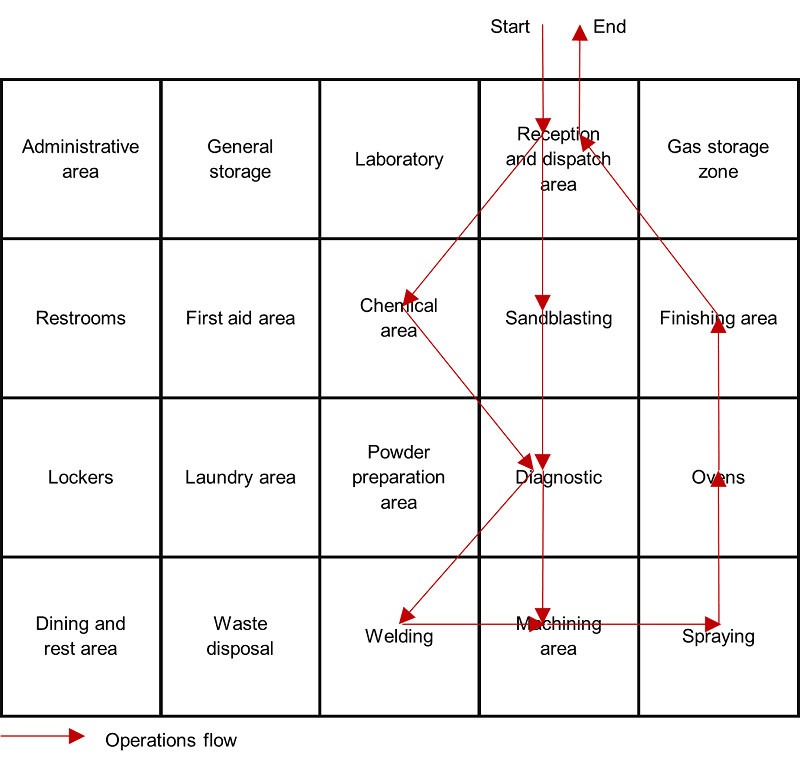 Figure 4 .
Dimensionless block diagram for the case study
Figure 4 .
Dimensionless block diagram for the case study
Source: Authors’ own creation.
Evaluation of the layout alternatives using TOPSIS
The final step of the SLP procedure was carried out by applying the TOPSIS technique to the evaluation of layout alternatives. In this process, a total of three layout alternatives were defined and evaluated in this step, considering four evaluation criteria defined by the team of experts. A total of three layout alternatives were determined and evaluated in this step, considering four evaluation criteria defined by the team of experts. These criteria included: 1) compliance with proximity ratios; 2) the location of hazardous departments; 3) the general parts flow, according to the process diagram; and 4) the location of departments around an electrical substation. The criteria, as well as their weights, are presented in Table 3.
Table 3 .
Criteria for evaluating the layout alternatives
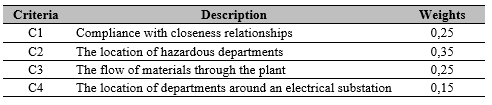
Source: Authors’ own creation.
The definition of the criteria was focused on obtaining a final layout that would better comply with the closeness relationships between activities, considering the safety of the operation and people and that would privilege the flow of materials between departments. The limitation of the location of the electrical substation in the facility was also considered because it represents a risk to the safety of the workshop; therefore, it was decided to include it as an additional criterion in the TOPSIS analysis. Considering these criteria, the procedure defined in the methodology for the TOPSIS technique was then carried out, as described in Appendix A.
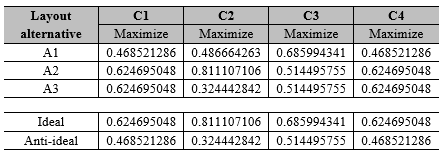
Table 6 shows the values for the Euclidean norm magnitude (Xi) for each criterion. The values are related to the denominator in Equation (1). The calculation of rij is shown in Table 7, where the normalized decision matrix is shown. This table also shows the normalized values for the ideal and negative-ideal solutions. Finally, Table 8 and Table 9 contain the distances between the alternatives to the positive and negative ideals, respectively. The distance or separation, as presented in Equation (2), is shown in the last column on the right-hand side of each table.
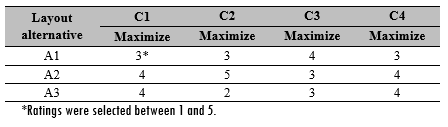
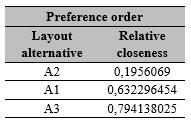
The results of the analysis are listed in Table 4 and Table 5. Table 4 shows the evaluation of the layout alternatives for each criterion on a scale of 1 to 5, where 1 is the lowest compliance over the evaluated criterion and 5 is the highest compliance. The objective for all criteria, in this case, was to maximize the evaluation given for each alternative. Finally, Table 5 presents the relative closeness results, which are the main variables for determining the best layout alternative for this application. In conclusion, alternative A2 was selected as the preferred alternative using the TOPSIS method since it is the alternative that is the least distant from the ideal values for each defined criterion.
Table 4 .
Evaluation of the layout alternatives
Source: Authors own creation.
Table 5 .
Preference order for the layout alternatives after applying TOPSIS
Source: Authors’ own creation.
The layout alternative selected (A2) for the power generation turbine parts repair shop is presented in Figure 5. As it is a larger area than the required one, the proposed plant distribution allowed us to locate the departments, respecting the proximity relations, the area requirements, and the safety risks between departments, while leaving a free space for green areas, transit of parts and future changes.
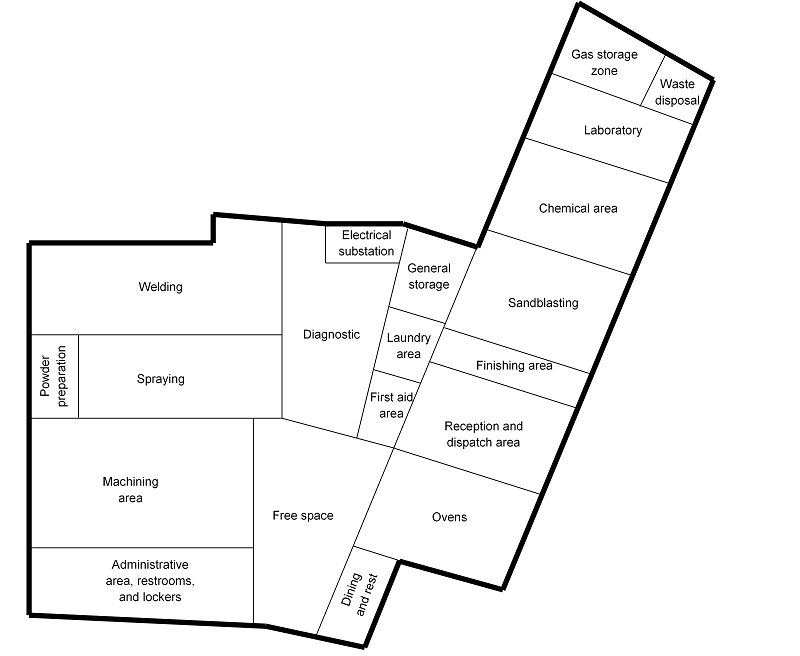 Figure 5 .
Selected plant layout alternative (A2) for the case study
Figure 5 .
Selected plant layout alternative (A2) for the case study
Source: Authors’ own creation.
Once the plant layout was discussed and selected, the next step consisted of presenting the design of the future workshop using 3D design software. The architectural design of the facility, as well as the layout of the machines within each department, are presented in Figure 6 and Figure 7, respectively, and were developed using AutoCAD®, Lumion®, and SketchUp® software by the company’s architectural team and the authors of this paper.
 Figure 6 .
3D image of the architectural design of the workshop facility using Lumion® Software
Figure 6 .
3D image of the architectural design of the workshop facility using Lumion® Software
Source: Power generation company’s architectural team.
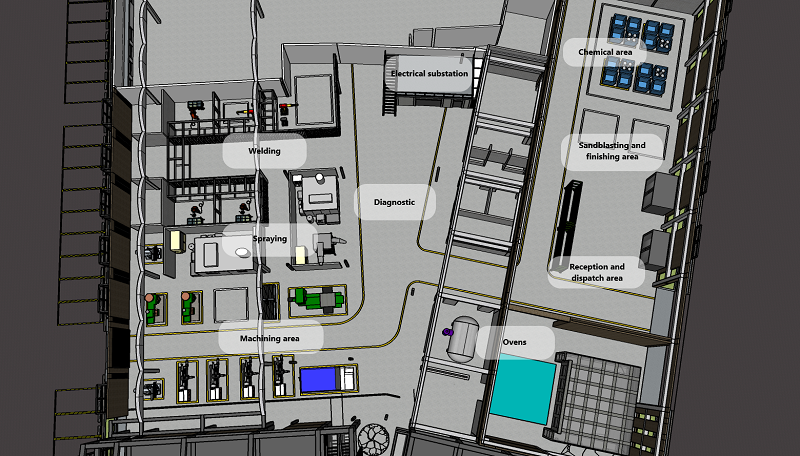 Figure 7 .
3D image from the roof of the layout of the main departments for the repair workshop using SketchUp® Software
Figure 7 .
3D image from the roof of the layout of the main departments for the repair workshop using SketchUp® Software
Source: Authors’ own creation.
Conclusions
In this paper, a novel SLP-TOPSIS application is presented to select the best facility layout design for the case of a power generation turbine parts repair shop. The SLP method was described and applied, and the TOPSIS multicriteria decision-making analysis was integrated to evaluate the layout alternatives generated using design software. First, instead of performing a material flow analysis (i.e., a from-to matrix or a PQRST analysis), the flow of operations for the repair processes of critical turbine parts was defined through meetings with experts and researchers in the field. Next, the process and area requirements of the departments were defined, and the closeness relationships between them were determined, considering their specific characteristics and risks, as well as the flow of operations. Finally, three layout alternatives were generated using the dimensionless block and the space relationship diagrams, as well as design software such as AutoCAD® and Sketchup®, and a multicriteria evaluation analysis was performed using TOPSIS, where the compliance with the closeness relationships, the location of hazardous departments, the flow of materials through the plant, and the location of departments around an electrical substation were considered criteria for the technique. The selected layout alternative was approved by the team of experts, and the facility architectural and layout designs were developed using Lumion® and Sketchup® 3D software, respectively.
The integration of the SLP and TOPSIS methods resulted in the design and selection of a properly distributed facility for a process that would reduce the cost of repairing turbine parts for the power generation company. Future research will focus on determining the cost‒benefit ratio of the plant installation compared to the previous repair process.
References
[1] F. R. Jacobs and R. B. Chase, Operations and supply chain management, Fifteenth edition. New York, NY: McGraw-Hill Education, 2018.
[2] M. P. Stephens and F. E. Meyers, Manufacturing facilities design and material handling, Fifth edition. West Lafayette, Indiana: Purdue University Press, 2013.
[3] J. A. Tompkins, Ed., Facilities planning, 4th ed. Hoboken, NJ: J. Wiley, 2010.
[4] J. F. Mora, R. Nait-Abdallah, A. J. Lozano, C. Montoya, and R. Otero-Caicedo, “Batch assignment of parallelmachines in an automotive safety glass manufacturing facility,” Ing. Univers., vol. 24, pp. 1–21, 2020, doi: https://doi.org/10.11144/Javeriana.iued24.bapm
[5] O. Rubiano-Ovalle and A. Arroyo-Almanza, “Solving a two-sided assembly line balancing problem using memetic algorithms,” Ing. Univers., vol. 13, no. 2, pp. 267–280, 2009.
[6] S. P. Singh and R. R. K. Sharma, “A review of different approaches to the facility layout problems,” Int J Adv Manuf Technol, vol. 30, no. 5–6, pp. 425–433, 2006, doi: https://doi.org/10.1007/s00170-005-0087-9
[7] R. Muther and L. Hales, Systematic Layout Planning. 2015.
[8] R. Muther, Systematic layout planning, 2d ed. [rev. and enl.]. Boston: Cahners Books, 1973.
[9] Á. Recalde, “Estabilidad de los Sistemas de Potencia: Problemáticas en Escenarios Complejos,” Reporte Técnico, 2014. [Online]. Available: https://www.researchgate.net/publication/273450101_ESTABILIDAD_DE_LOS_SISTEMAS_DE_POTENCIA_PROBLEMATICAS_EN_ESCENARIOS_COMPLEJOS
[10] B. Bhushan, Introduction to tribology, Second edition. Chicheste, West Sussex, United Kingdom: John Wiley & Sons, Inc., 2013.
[11] R. Reed, Plant layout: Factors, principles and techniques. 1961.
[12] J. M. Apple, Plant layout and material handling, Third edition. New York Chichester Brisbane Toronto Singapore: John Wiley & Sons, 1977.
[13] G. C. Armour and E. S. Buffa, “A Heuristic Algorithm and Simulation Approach to Relative Location of Facilities,” Management Science, vol. 9, no. 2, pp. 294–309, Jan. 1963, doi: https://doi.org/10.1287/mnsc.9.2.294
[14] Y. A. Bozer, R. D. Meller, and S. J. Erlebacher, “Improvement-type layout algorithm for single and multiple-floor facilities,” Manage Sci, vol. 40, no. 7, pp. 918–932, 1994, doi: https://doi.org/10.1287/mnsc.40.7.918
[15] T. Yang, C. Su, and Y. Hsu, “Systematic layout planning: a study on semiconductor wafer fabrication facilities,” Int Jrnl of Op & Prod Mnagemnt, vol. 20, no. 11, pp. 1359–1371, Nov. 2000, doi: https://doi.org/10.1108/01443570010348299
[16] M. Ye and G. Zhou, “A local genetic approach to multiobjective, facility layout problems with fixed aisles,” International Journal of Production Research, vol. 45, no. 22, pp. 5243–5264, Nov. 2007, doi: https://doi.org/10.1080/00207540600818179
[17] S. A. Ali Naqvi, M. Fahad, M. Atir, M. Zubair, and M. M. Shehzad, “Productivity improvement of a manufacturing facility using systematic layout planning,” Cogent Engineering, vol. 3, no. 1, Jul. 2016, doi: https://doi.org/10.1080/23311916.2016.1207296
[18] Y.-S. Liu, L.-N. Tang, Y.-Z. Ma, and T. Yang, “TFT-LCD module cell layout design using simulation and fuzzy multiple attribute group decision-making approach,” Applied Soft Computing, vol. 68, pp. 873–888, Jul. 2018, doi: https://doi.org/10.1016/j.asoc.2017.10.026
[19] B. Suhardi, E. Juwita, and R. D. Astuti, “Facility layout improvement in sewing department with Systematic Layout planning and ergonomics approach,” Cogent Engineering, vol. 6, no. 1, Mar. 2019, doi: https://doi.org/10.1080/23311916.2019.1597412
[20] E. Ramírez Drada, V. L. Chud Pantoja, and J. P. Orejuela Cabrera, “Propuesta metodológica multicriterio para la distribución semicontinua de plantas,” SUMNEG, vol. 10, no. 23, pp. 132–145, Dec. 2019, doi: https://doi.org/10.14349/sumneg/2019.V10.N23.A6
[21] Buchari, U. Tarigan, and M. B. Ambarita, “Production layout improvement by using line balancing and Systematic Layout Planning (SLP) at PT. XYZ,” IOP Conf. Ser.: Mater. Sci. Eng., vol. 309, p. 012116, Feb. 2018, doi: https://doi.org/10.1088/1757-899X/309/1/012116
[22] A. P. Singh and M. Yilma, “Production floor layout using systematic layout planning in Can manufacturing company,” in 2013 International Conference on Control, Decision and Information Technologies (CoDIT), Hammamet, Tunisia, May 2013, pp. 822–828. doi: https://doi.org/10.1109/CoDIT.2013.6689649
[23] Z. Liao, M. Cong, D. Liu, and F. Meng, “Using simulation in layout verification of solar module assembly workshop,” Int. J. Model. Simul. Sci. Comput., vol. 09, no. 02, p. 1850017, Apr. 2018, doi: https://doi.org/10.1142/S1793962318500174
[24] L. O. Alpala, M. D. M. eva Alemany, Di. H. Peluffo, F. A. Bolaños, A. M. Rosero, and J. C. Torres, “Methodology for the design and simulation of industrial facilities and production systems based on a modular approach in an ‘industry 4.0’ context,” DYNA, vol. 85, no. 207, pp. 243–252, Oct. 2018, doi: https://doi.org/10.15446/dyna.v85n207.68545
[25] D. P. Van Donk and G. Gaalman, “Food Safety and Hygiene - Systematic layout planning of food processes,” Chemical Engineering Research and Design, vol. 82, no. 11, pp. 1485–1493, Nov. 2004, doi: https://doi.org/10.1205/cerd.82.11.1485.52037
[26] J. Gómez, A. Tascón, and F. Ayuga, “Systematic layout planning of wineries: the case of Rioja region (Spain),” J Agricult Engineer, vol. 49, no. 1, p. 34, Apr. 2018, doi: https://doi.org/10.4081/jae.2018.778
[27] P. L. Le, T.-M. Dao, and A. Chaabane, “BIM-based framework for temporary facility layout planning in construction site: A hybrid approach,” CI, vol. 19, no. 3, pp. 424–464, Jul. 2019, doi: https://doi.org/10.1108/CI-06-2018-0052
[28] Q.-L. Lin, H.-C. Liu, D.-J. Wang, and L. Liu, “Integrating systematic layout planning with fuzzy constraint theory to design and optimize the facility layout for operating theatre in hospitals,” J Intell Manuf, vol. 26, no. 1, pp. 87–95, Feb. 2015, doi: https://doi.org/10.1007/s10845-013-0764-8
[29] Q. Lin and D. Wang, “Facility Layout Planning with SHELL and Fuzzy AHP Method Based on Human Reliability for Operating Theatre,” Journal of Health care Engineering, vol. 2019, pp. 1–12, Jan. 2019, doi: https://doi.org/10.1155/2019/8563528
[30] D. Wang, J. Wu, and Q. Lin, “A novel method for designing and optimizing the layout of facilities in bathroom for the elderly in home-based rehabilitation,” Disability and Rehabilitation: Assistive Technology, vol. 13, no. 4, pp. 333–341, May 2018, doi: https://doi.org/10.1080/17483107.2017.1319426
[31] P. Palominos, D. Pertuzé, L. Quezada, and L. Sanchez, “An Extension of the Systematic Layout Planning System Using QFD: Its Application to Service Oriented Physical Distribution,” Engineering Management Journal, vol. 31, no. 4, pp. 284–302, Oct. 2019, doi: https://doi.org/10.1080/10429247.2019.1651444
[32] F. S. Fogliatto, G. L. Tortorella, M. J. Anzanello, and L. M. Tonetto, “Lean-Oriented Layout Design of a Health Care Facility:,” Quality Management in Health Care, vol. 28, no. 1, pp. 25–32, 2019, doi: https://doi.org/10.1097/QMH.0000000000000193
[33] S. Su, Y. Zheng, J. Xu, and T. Wang, “Cabin Placement Layout Optimization Based on Systematic Layout Planning and Genetic Algorithm,” Polish Maritime Research, vol. 27, no. 1, pp. 162–172, Mar. 2020, doi: https://doi.org/10.2478/pomr-2020-0017
[34] T. S. Hale, F. Huq, and I. Hipkin, “An improved facility layout construction method,” Int J Prod Res, vol. 50, no. 15, pp. 4271–4278, 2012, doi: https://doi.org/10.1080/00207543.2011.611541
[35] D. Suhardini, W. Septiani, and S. Fauziah, “Design and Simulation Plant Layout Using Systematic Layout Planning,” IOP Conf. Ser.: Mater. Sci. Eng., vol. 277, p. 012051, Dec. 2017, doi: https://doi.org/10.1088/1757-899X/277/1/012051
[36] Z. Yujie and W. Fang, “Study on the General Plane of Log Yards Based on Systematic Layout Planning,” in 2009 International Conference on Information Management, Innovation Management and Industrial Engineering, Xian, China, 2009, pp. 92–95. doi: https://doi.org/10.1109/ICIII.2009.332
[37] A. Shahin and M. Poormostafa, “Facility Layout Simulation and Optimization: an Integration of Advanced Quality and Decision Making tools and Techniques,” MAS, vol. 5, no. 4, p. p95, Aug. 2011, doi: https://doi.org/10.5539/mas.v5n4p95
[38] B. Chakraborty and S. Das, “Development of Plant Layout for Improving Organizational Effectiveness by Hybridizing GT, TOPSIS and SLP,” in Advanced Engineering Optimization Through Intelligent Techniques, vol. 949, R. Venkata Rao and J. Taler, Eds. Singapore: Springer Singapore, 2020, pp. 515–525. doi: https://doi.org/10.1007/978-981-13-8196-6_45
[39] C.-L. Hwang and K. Yoon, Multiple Attribute Decision Making. Methods and Applications A State-of-the-Art Survey, vol. 186. Berlin, Heidelberg: Springer Berlin Heidelberg, 1981. doi: https://doi.org/10.1007/978-3-642-48318-9
[40] M. Behzadian, S. Khanmohammadi Otaghsara, M. Yazdani, and J. Ignatius, “A state-of the-art survey of TOPSIS applications,” Expert Systems with Applications, vol. 39, no. 17, pp. 13051–13069, Dec. 2012, doi: https://doi.org/10.1016/j.eswa.2012.05.056
Appendix
Appendix A . TOPSIS application for the evaluation of layout alternatives
Table 6.
Euclidean norm magnitude, Xi

Source: Authors’ own creation
Table 7.
Associated normalized decision matrix
Source: Authors’ own creation
Table 8.
Euclidean distances to positive ideals
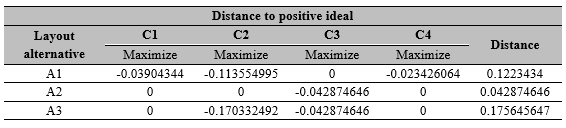
Source: Authors’ own creation
Table 9.
Euclidean distances to negative ideals
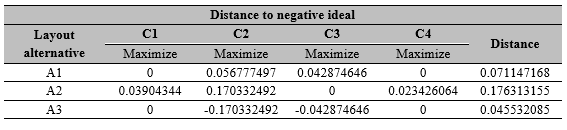
Source: Authors’ own creation
Author notes
aCorresponding author. E-mail: scaceresg@unal.edu.co
Additional information
How to Cite: S. Cáceres-Gelvez, M. D. Arango-Serna, L. Gutiérrez-Sepúlveda, N. Jaramillo-Agudelo, J. Mejía-Pérez y P. Marín-Quintero, “A Systematic Layout Planning and TOPSIS application for the design of a Power Generation Turbine Parts Repair Workshop” Ing. Univ. vol. 26, 2022. https://doi.org/10.11144/Javeriana.iued26.splt









